











































La elección entre silicona líquida (LSR) y silicona de alta consistencia (HCR) condiciona el utillaje, el coste por pieza, la geometría alcanzable y el comportamiento en servicio. Se decide al inicio del proyecto y arrastra consecuencias durante toda la vida del programa. A continuación, los criterios técnicos que aplicamos al guiar esa elección.
Dos familias, dos lógicas de transformación
LSR y HCR comparten la base de polidimetilsiloxano y, con ella, el comportamiento en servicio: estabilidad térmica entre −60 y +200 °C, inercia química, resistencia al ozono y biocompatibilidad cuando la formulación lo permite. Divergen en el estado físico de la materia prima. La LSR llega en dos componentes líquidos que se bombean y dosifican; la HCR, como goma de alta viscosidad en bloque o banda que requiere preparación mecánica antes del molde. De esa diferencia de reología nacen dos cadenas de fabricación con utillajes, automatización y economías de escala propias.
LSR: química, viscosidad y el proceso LIM
La silicona líquida cura por adición con catálisis de platino (hidrosililación). Base con grupos vinilo y reticulante con hidruro de silicio se mezclan en proporción 1:1 mediante mezclador estático antes de inyectar. La reacción no genera subproductos volátiles, lo que la hace idónea para contacto médico y alimentario.
El proceso de referencia es la inyección de silicona líquida (LIM). La materia se dosifica desde bidones con bombas, atraviesa la unidad de mezcla y se inyecta en molde caliente, donde el curado térmico se completa en segundos según la masa de la pieza. El canal frío (cold runner) mantiene el material sin reticular hasta la cavidad y reduce el desperdicio casi a cero.
Implicaciones de ingeniería: automatización completa del ciclo, que sostiene gran volumen con coste unitario decreciente; alta repetibilidad y tolerancias cerradas, por la baja viscosidad que llena paredes finas y microdetalle; rebaba reducida o nula; y multi-cavidad para multiplicar la producción por ciclo. El contrapeso es el utillaje: un molde LSR con canal frío es una inversión de precisión que se amortiza en gran serie y resulta difícil de justificar en tiradas cortas.
 Capacidad Moldeo · compresión · LSR · HCR
Ver más →
Capacidad Moldeo · compresión · LSR · HCR
Ver más →
 Producto Piezas moldeadas por inyección LSR
Ver más →
Producto Piezas moldeadas por inyección LSR
Ver más →
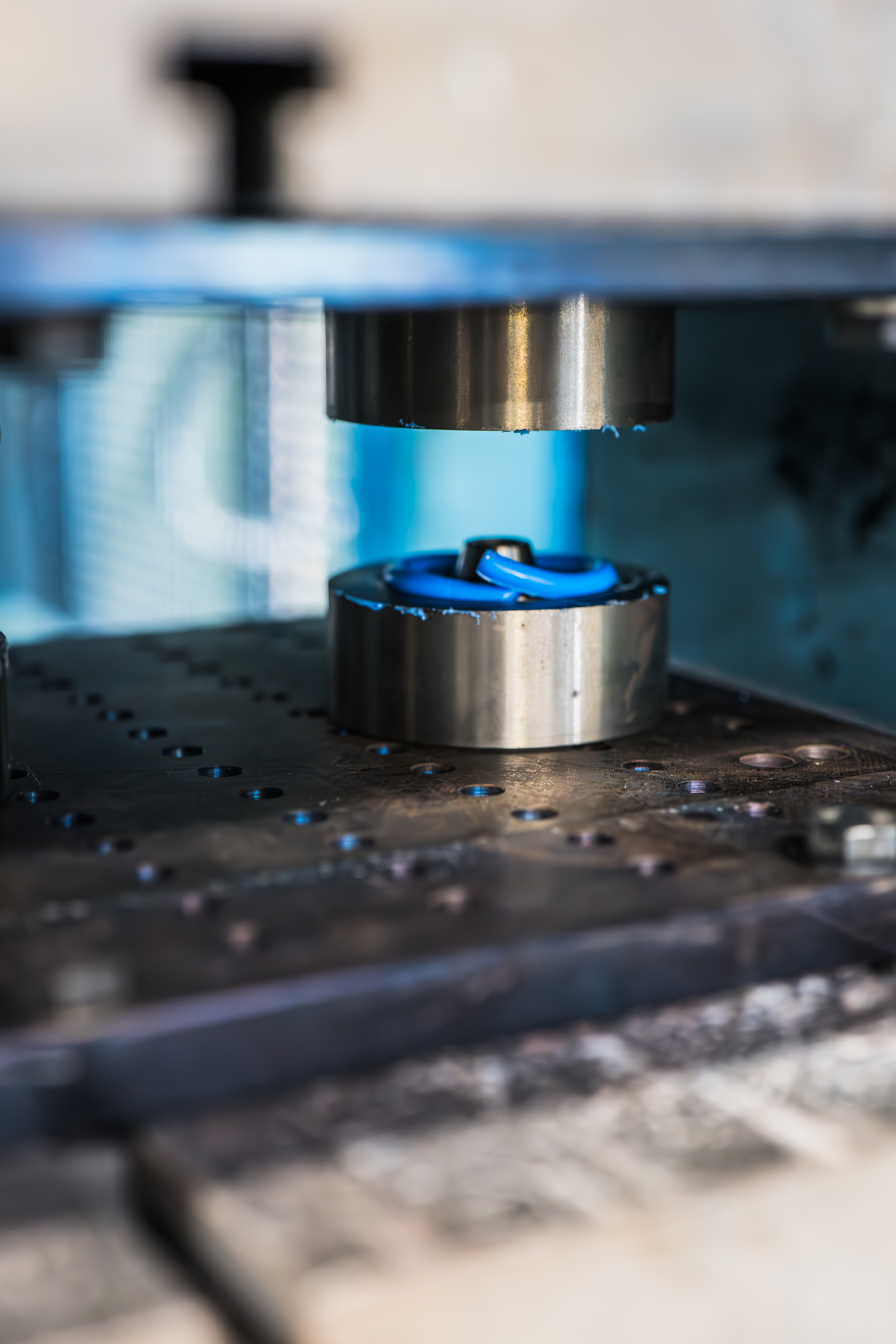
HCR: silicona de alta consistencia y sus vías de transformación
La HCR (High Consistency Rubber) es una goma de silicona de alta viscosidad, sólida al tacto, en bloque o banda. Antes de transformarse necesita masticación y, en muchos casos, preformado: se ablanda, se incorpora catalizador y colorante, y se preparan las preformas que alimentan el proceso. La catálisis admite peróxido —clásico en industrial, deja subproductos que suelen exigir post-curado en estufa— o platino, que evita esos subproductos y abre la HCR a contacto sensible.
Su versatilidad está en el número de vías que admite: extrusión, la ruta natural de perfilería y tubos; moldeo por compresión, con utillaje sencillo y económico, eficiente en series cortas y medias y en piezas grandes; transferencia; e inyección de goma en prensa dedicada a partir de preformas, con menor automatización que la LIM pero buenas propiedades en piezas robustas. La HCR cubre durezas amplias y alcanza valores altos de desgarro y tracción en grados reforzados, lo que la sitúa bien en piezas grandes, espesores gruesos y geometrías de varios kilos.
 Producto Piezas moldeadas por compresión
Ver más →
Producto Piezas moldeadas por compresión
Ver más →
 Producto Piezas moldeadas por inyección HCR
Ver más →
Producto Piezas moldeadas por inyección HCR
Ver más →
Criterios de decisión para el ingeniero de proyecto
El punto donde las dos familias se cruzan es la inyección. La LIM con LSR rinde en alto volumen de piezas pequeñas o medianas con tolerancias ajustadas; la inyección y la compresión de HCR, en piezas de mayor tamaño y masa y en series donde el molde LSR no se amortiza. La extrusión queda fuera del moldeo, pero conviene recordarla: perfiles, tubos y cordones son territorio de HCR por definición.
La selección se ordena por unos pocos ejes:
- Volumen de serie. Gran tirada con coste unitario crítico → LSR. Serie corta, media o pieza unitaria → compresión HCR, por la diferencia de inversión en utillaje.
- Tamaño y masa. Micro y pieza pequeña de precisión → LSR. Pieza grande, gruesa o de varios kilos → moldeo de HCR.
- Geometría. Paredes finas y microdetalle aprovechan la baja viscosidad de la LSR; geometrías robustas se resuelven en HCR.
- Catálisis y regulación. Médico y alimentario apuntan a platino, disponible en LSR y en HCR de platino; el peróxido sigue válido en industrial.
- Post-curado. Si el proyecto penaliza el paso de estufa, la LSR ofrece ventaja frente a la HCR de peróxido.
- Estructura de coste. El equilibrio final está entre inversión de utillaje y precio por pieza: utillaje alto y pieza barata en gran serie (LSR) frente a utillaje bajo y pieza con más coste unitario en serie corta (compresión HCR).
Ningún eje decide por sí solo. El trabajo de la oficina técnica está en ponderarlos contra el pliego: cantidad anual, vida del programa, criticidad y restricciones de certificación.
Sobremoldeo, bi-materia y bi-dureza
En el sobremoldeo sobre inserto metálico o termoplástico la LSR aporta una ventaja difícil de igualar. Los grados autoadhesivos forman enlace químico permanente con el sustrato durante el curado, sin adhesivos ni operaciones secundarias, con una unión estanca y resistente idónea para conectores, sellos integrados y componentes que combinan rigidez y elasticidad. La bi-materia plástico-silicona inyecta termoplástico y LSR en un mismo ciclo o en ciclos encadenados; la bi-dureza combina dos durezas en una pieza para resolver requisitos mecánicos contrapuestos por zonas. Estas capacidades se concentran en la inyección líquida y en las prensas bi-materia, y orientan hacia LSR cualquier proyecto de sobremoldeo de precisión.
Catálisis, certificación y entorno controlado
La catálisis de platino, sin subproductos de reacción, es la base de los grados biocompatibles según ISO 10993 y USP Class VI y de las formulaciones de contacto alimentario conformes a FDA 21 CFR y al Reglamento (CE) 1935/2004. Estos grados existen tanto en LSR como en HCR de platino, de modo que la certificación no obliga por sí sola a elegir familia: lo hacen la geometría, el volumen y el proceso. La fabricación de dispositivos médicos clasificados se realiza en sala blanca ISO 8 bajo ISO 13485 y buenas prácticas de fabricación, con control de mezcla, temperatura y dosificación y trazabilidad completa de lote.
La capacidad industrial combina dos sitios complementarios. El taller de moldeo opera con ocho prensas de inyección y más de diez millones de piezas transformadas, con talleres separados para silicona líquida y para goma y desbarbado manual o por criogenia. La sala blanca ISO 8 de 550 m² transforma 35 toneladas de silicona al año con doce operadores cualificados e integra líneas de extrusión e inyección de LSR y de goma. La incorporación de Top Tech Silicones en Italia añade seis prensas dedicadas a inyección LSR y una prensa bi-materia plástico-silicona, también bajo ISO 9001 e ISO 13485 y sala blanca ISO 8.
Tabla de selección rápida
| Criterio | Favorece LSR (inyección líquida) | Favorece HCR (compresión / inyección de goma) |
|---|---|---|
| Volumen de serie | Gran tirada, coste unitario crítico | Serie corta a media, pieza unitaria |
| Tamaño y masa | Micro y pieza pequeña de precisión | Pieza grande, gruesa, hasta varios kilos |
| Geometría | Compleja, paredes finas, microdetalle | Robusta, detalle moderado |
| Tolerancia / repetibilidad | Máxima, dispersión baja | Alta, según proceso |
| Catálisis habitual | Platino | Platino o peróxido |
| Post-curado | Breve o no requerido en muchos grados | Frecuente en peróxido |
| Sobremoldeo / bi-materia | Autoadhesión, bi-materia plástico-silicona | Posible, sin la finura de la LIM |
| Inversión de utillaje | Alta, amortizable en serie | Baja en compresión |
| Perfilería y tubos | No aplica | Territorio natural (extrusión) |
Cómo abordamos la elección con usted
La selección de material y proceso se decide en la oficina técnica junto con el responsable de proyecto, a partir del pliego: cantidad anual, vida del programa, geometría, criticidad y requisitos de certificación. Disponer de las dos familias bajo control —extrusión, compresión, inyección de goma e inyección LSR, con sobremoldeo y bi-materia— permite recomendar la vía adecuada a la pieza en lugar de adaptar la pieza al único proceso disponible. El recorrido va del estudio y cifrado al molde a medida, los ajustes y la validación de muestra inicial, y la puesta en serie, con trazabilidad íntegra de material y utillaje en cada lote.
¿Su proyecto duda entre LSR y HCR?
Si tiene un proyecto en definición, analizamos el caso y proponemos la ruta que mejor equilibra coste, precisión y certificación.
Contacte con nosotros →
