Radio interno mínimo
El radio del rincón cóncavo determina la tensión del compuesto en el troquel. Inferior a 0,3 mm aumenta el riesgo de marca de cizalla y de fisura tras postcurado.

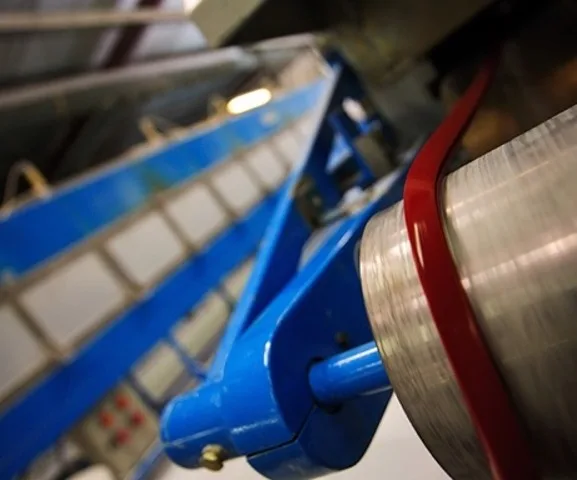
Calibrado en línea, control de memoria elástica a la salida del troquel y tolerancia dimensional bajo postcurado. Décadas resolviendo geometrías que llegan al taller con un esquema a mano y un plano cliente sin acotar.
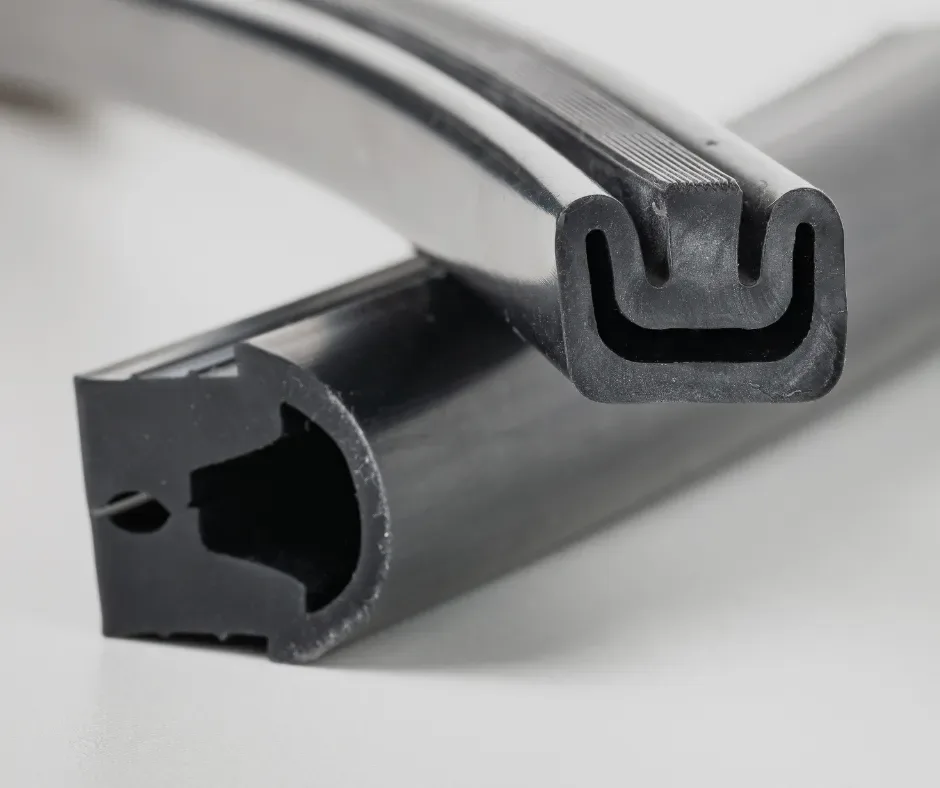
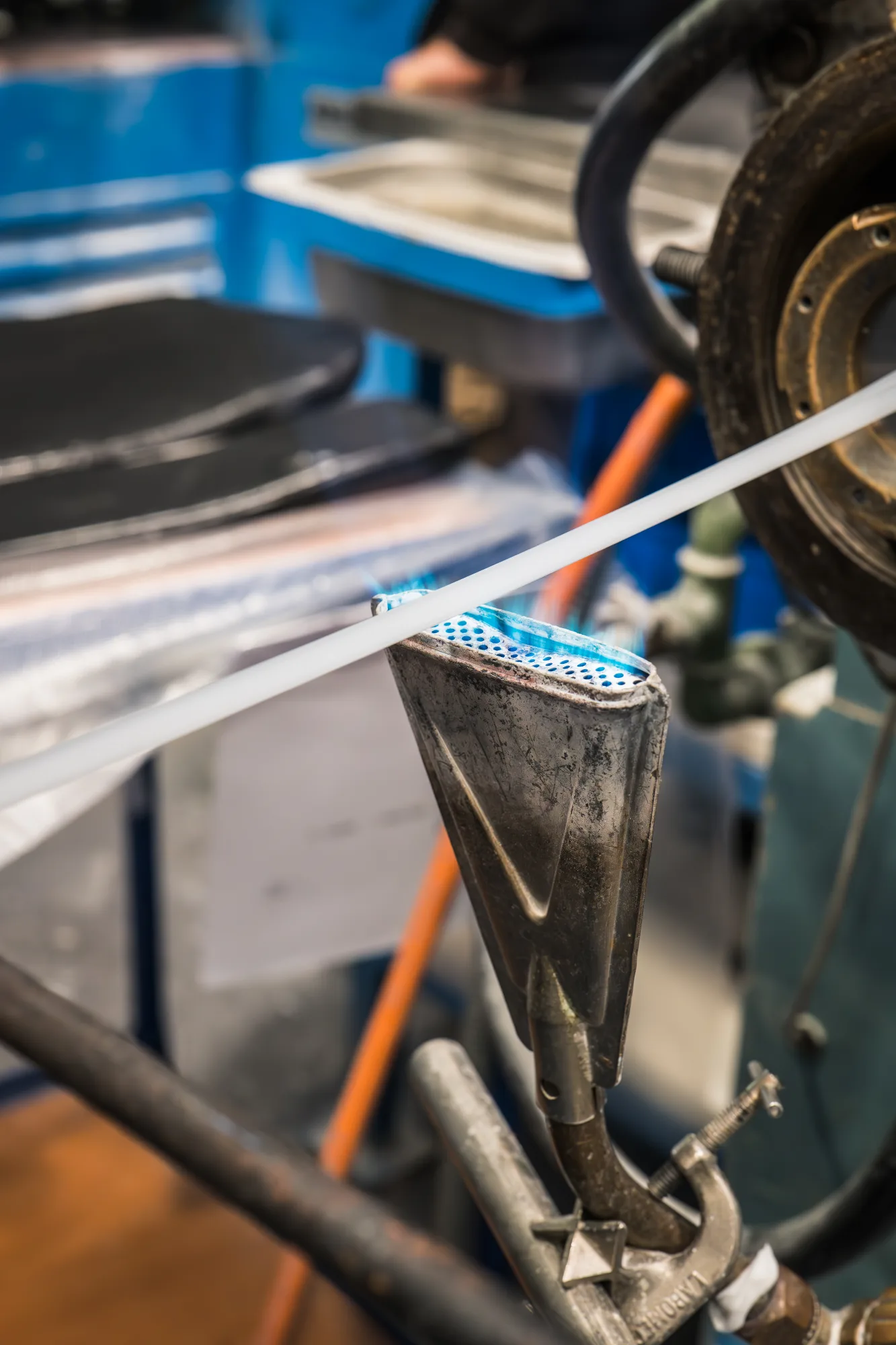
Extrusión continua de compuestos VMQ, HCR, FVMQ, silicona conductora y espuma celular. Catalización platino y peróxido. Coextrusión bimaterial con sincronización térmica entre durezas. Inserción metálica continua en núcleo de perfil. Postcurado en horno cuando la formulación lo exige para purgar volátiles.

El parque industrial cubre los modos que la sala blanca queda fuera: tiradas largas con peróxido, perfiles con refuerzo metálico continuo, durezas dispares en la misma extrusión, espuma celular calibrada en frío y postcurado en horno integrado.


Seis variables fijan el troquel, la línea y la formulación. Cuando el plano cliente las omite, las preguntamos antes de presupuestar.
El radio del rincón cóncavo determina la tensión del compuesto en el troquel. Inferior a 0,3 mm aumenta el riesgo de marca de cizalla y de fisura tras postcurado.
Cavidad grande con pared fina colapsa al salir del troquel cuando la presión cae. La relación fija si el perfil entra calibrado en frío o si exige soporte interno.
Rango operativo 10 a 90 Shore A en compacto. Por debajo de 15 la sección pierde estabilidad dimensional al salir del troquel; por encima de 85 la velocidad lineal cae y el calibrado exige más etapas.
La velocidad de salida marca la contracción térmica al enfriar: 1 % a 3 % según material y catalización. Se compensa en el diseño del troquel desde la segunda muestra.
Platino cura sin subproductos pero exige troquel limpio y trazabilidad de lote. Peróxido tolera más variación de proceso pero requiere postcurado para purgar volátiles.
Inserto metálico continuo, refuerzo textil o postcurado en horno fijan si la línea es horizontal o vertical e impactan en la tolerancia final de sección.







Cifras orientativas del taller de Apt. Cada formulación se ajusta al material aprobado por la normativa del sector (FDA, USP VI, EN 45545-2, BfR XV).
| Tipología | Compuesto | Dureza Shore A | Contracción térmica | Postcurado |
|---|---|---|---|---|
| Compacto | VMQ · HCR sólido | 10 a 90 | 1,5 % a 3 % | Opcional (peróxido sí · platino no) |
| Celular | VMQ con agente espumante | 30 a 60 (densidad aparente) | 2 % a 4 % | Obligatorio en horno |
| Bimaterial | VMQ + VMQ otra dureza · sincronización térmica | 20 a 80 por capa | Variable según interfaz | Sincronizado para evitar despegue |
| Con inserción | VMQ sobre alambre, malla, poliéster o textil | Núcleo rígido + recubrimiento 50–70 | Mínima · domina el inserto | Según material del recubrimiento |
Cada uno corresponde a una decisión de proceso registrada en la ficha técnica del perfil. Trazabilidad lote a lote.
A la salida del troquel la silicona recupera parcialmente la forma anterior al calibrado. Se compensa con cálculo del troquel sobredimensionado y velocidad lineal ajustada al material.
Por debajo de 0,5 mm de pared con cavidad grande, la sección colapsa al perder presión. Se estabiliza con soporte interno en el troquel y calibrado en frío de doble etapa.
Cavidades cerradas tienden a cerrarse en horno si el postcurado no es controlado. Se resuelve con espaciadores calientes y vacío parcial en la zona de calibración.
La contracción del 1 % al 3 % se compensa en el diseño del troquel a partir de la segunda muestra de validación. Tolerancia final ±0,1 mm en sección crítica.
La interfaz entre dos durezas exige sincronización térmica y velocidades coordinadas. Sin coordinación, la capa despega tras curado.
Compuestos con peróxido liberan subproductos durante semanas tras extrusión. Se purga con postcurado en horno · obligatorio para grado alimentario y médico.
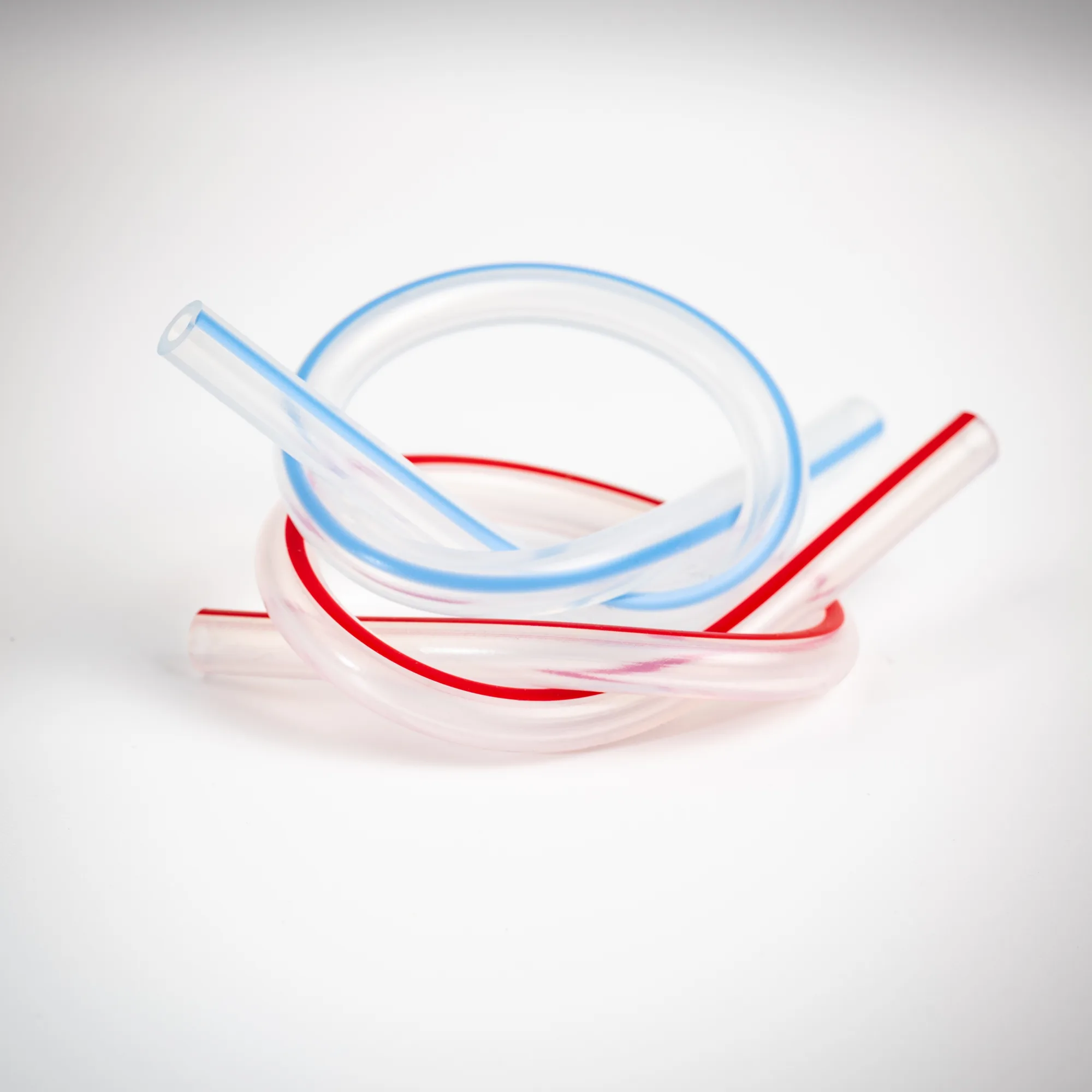
Tubo médico de catalización platino USP Class VI · perfil alimentario con materiales aprobados FDA · series con expediente técnico para dispositivos clasificados. El proceso de extrusión sigue el mismo. Cambian la pureza del entorno, la trazabilidad documental y el material aprobado.



Envíenos plano de la sección con cotas críticas, dureza Shore A objetivo, contracción admisible, sector y normativa. Le pasamos viabilidad del troquel, contracción estimada en función del material, plazo de muestra y línea asignada según volumen y formulación.