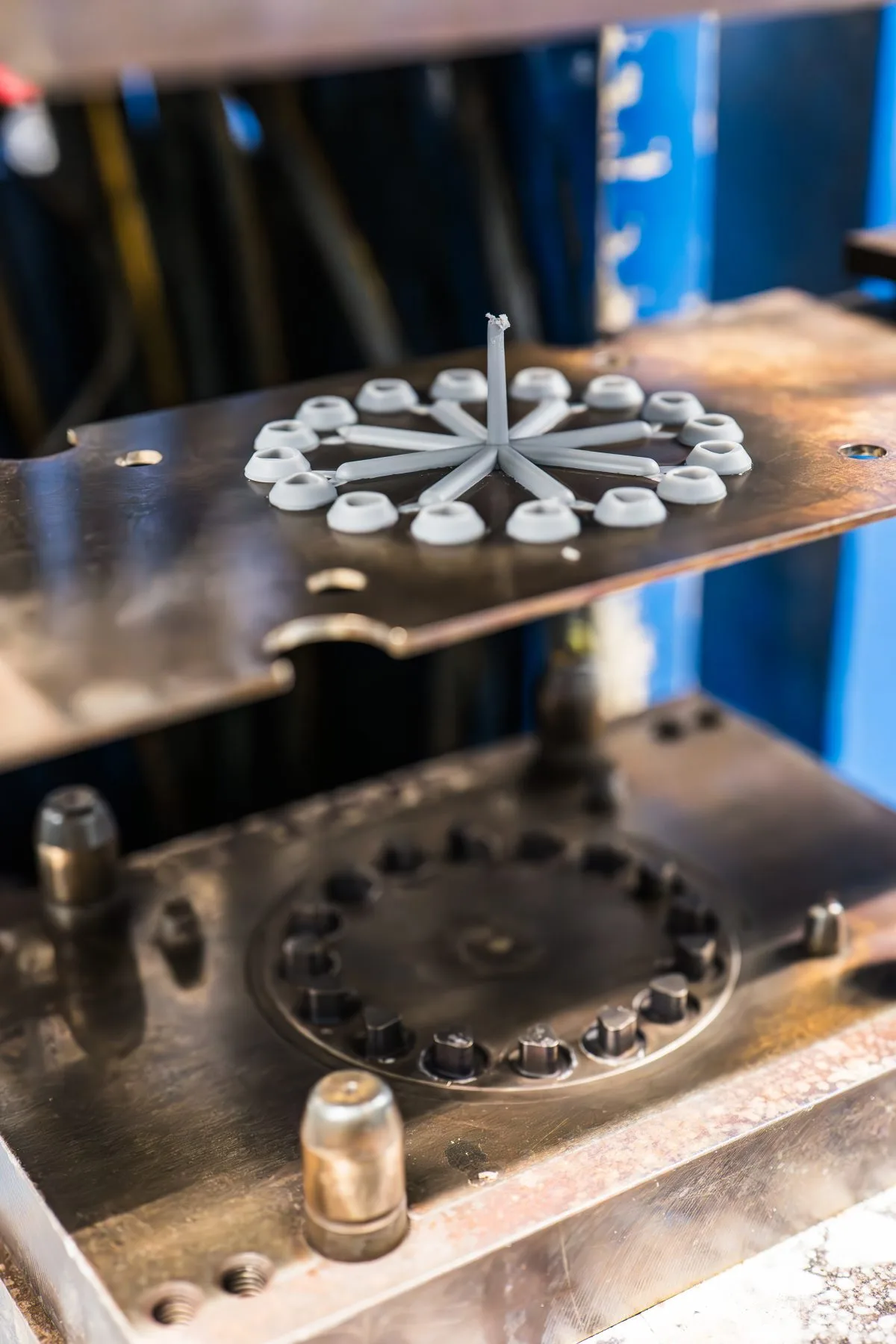
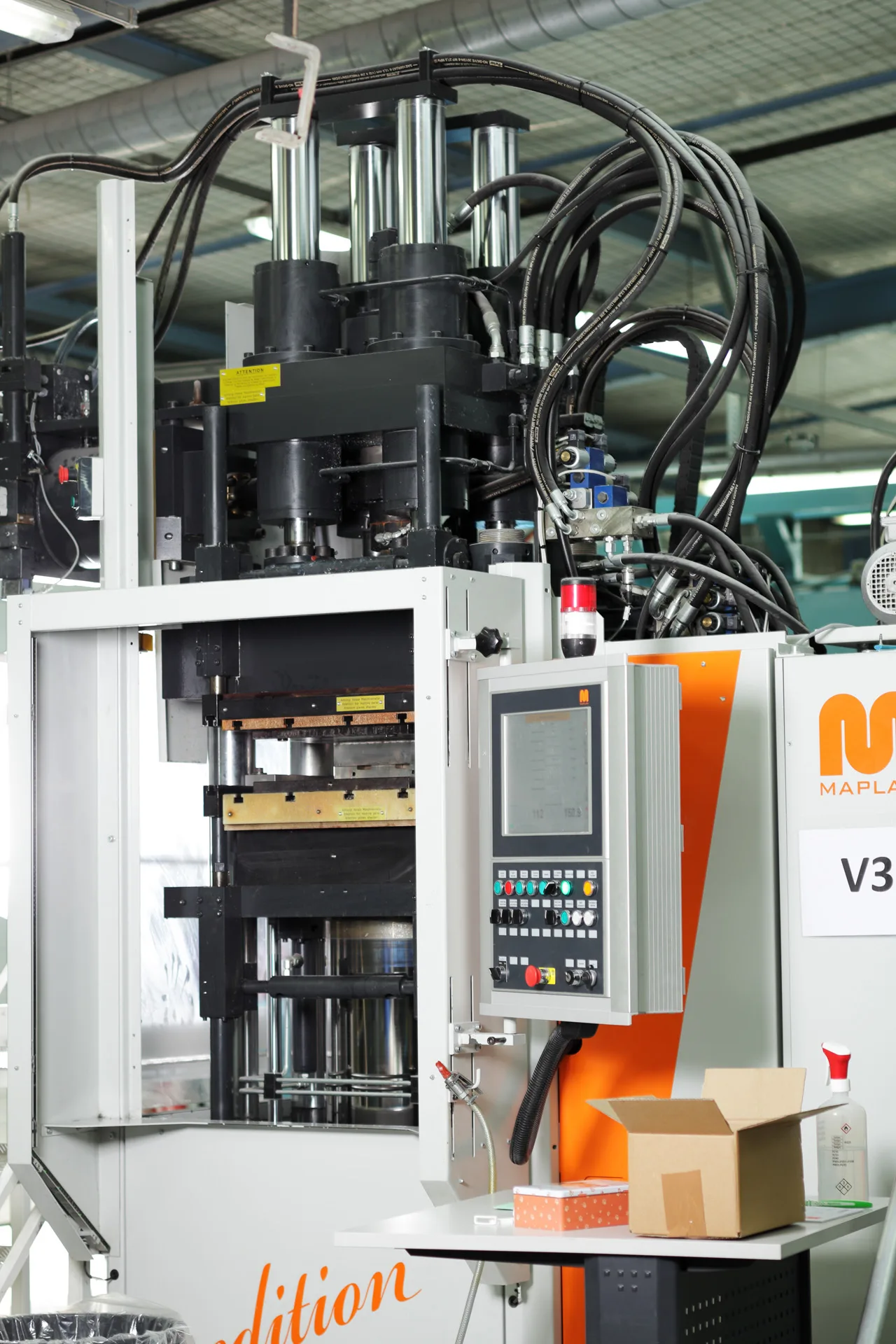
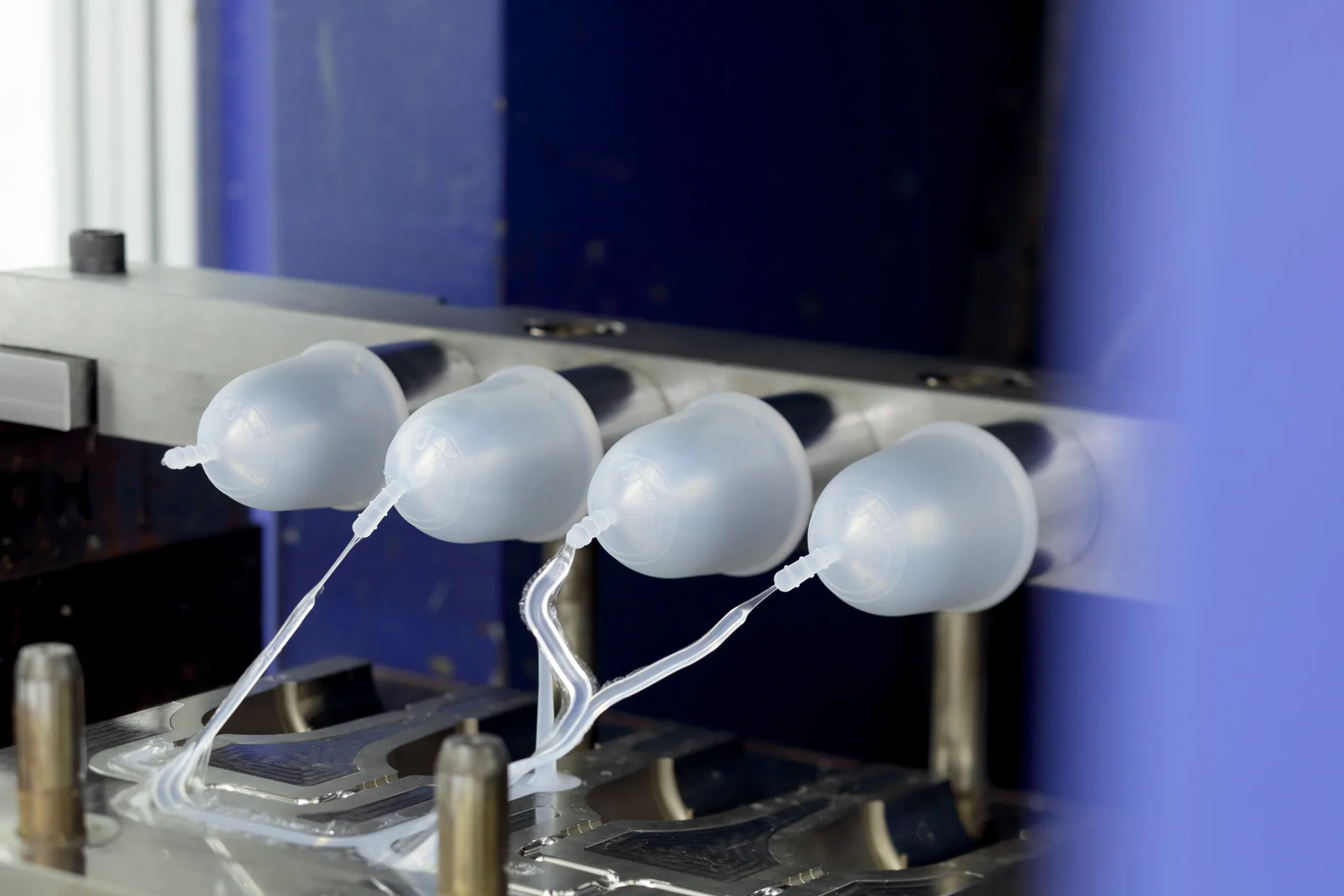
Compresión
HCR sólida pre-pesada en bola, prensa vertical cierra el molde caliente, la masa fluye en cavidad por presión, vulcaniza con la temperatura del plato. Ciclos largos (4-15 min). Piezas grandes, masas gruesas, durezas altas. Series cortas y prototipos. Tooling más económico que inyección.