Raio interno mínimo
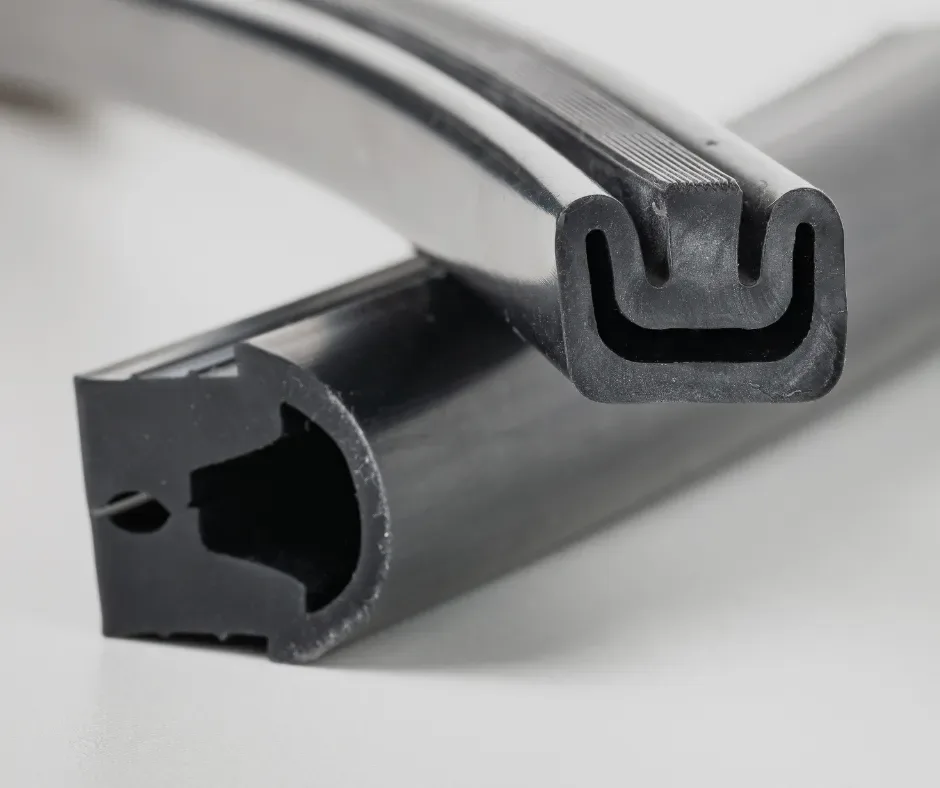
O raio do canto côncavo determina a tensão do composto na fieira. Abaixo de 0,3 mm aumenta o risco de marca de cisalhamento e fissura após pós-cura.

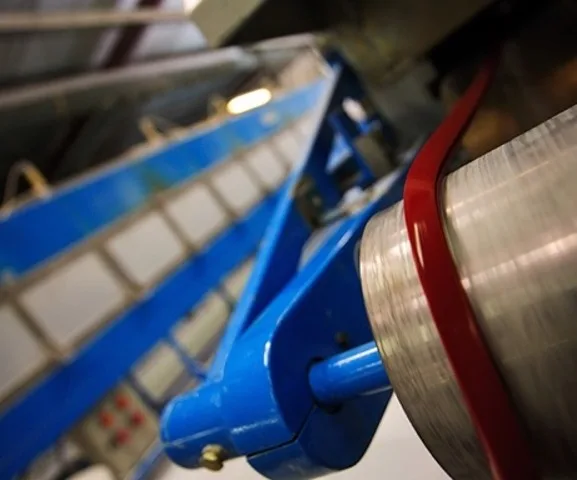
Calibragem em linha, controle de memória elástica na saída da fieira e tolerância dimensional após pós-cura. Décadas resolvendo geometrias que chegam à oficina com um esboço à mão e um desenho do cliente sem cotas.
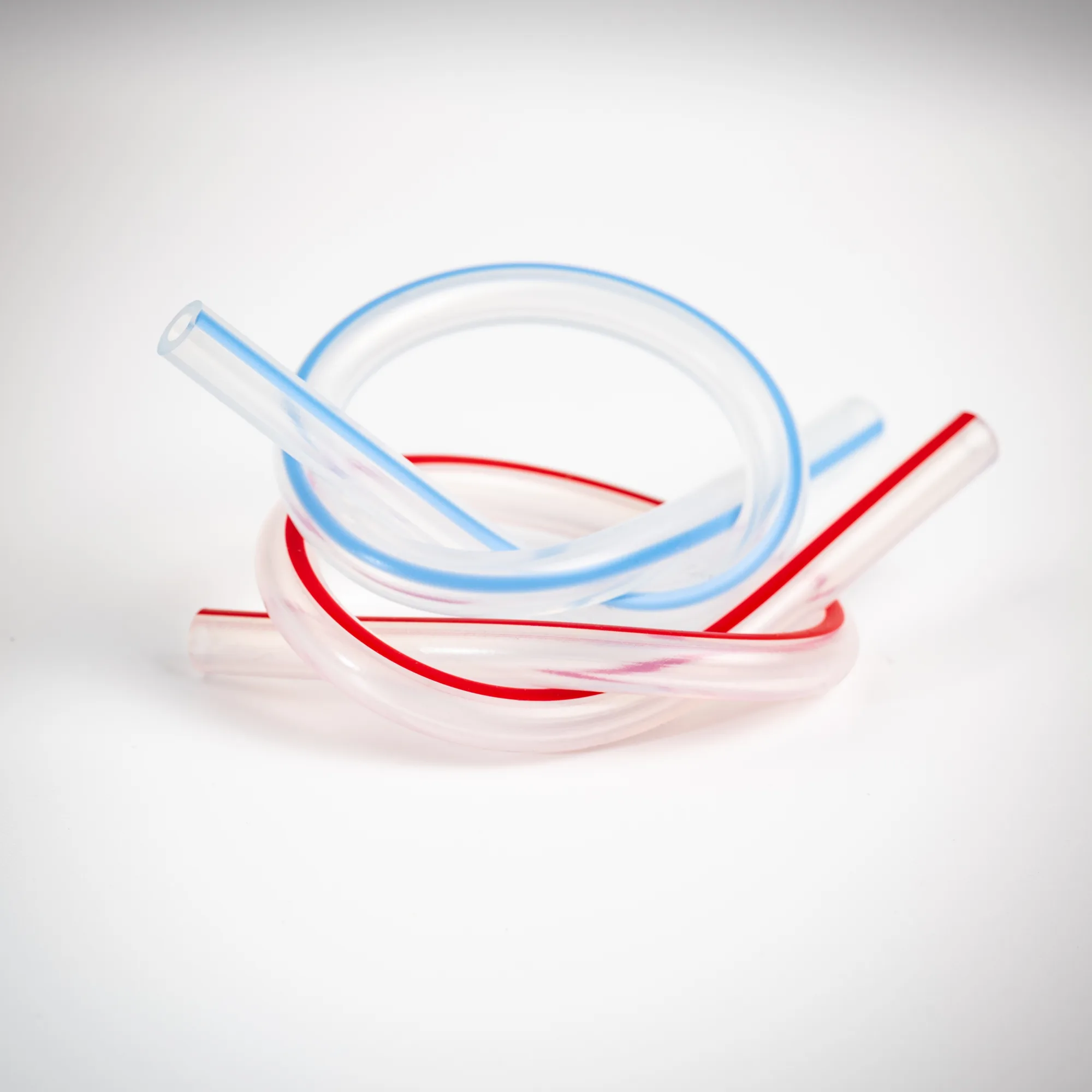
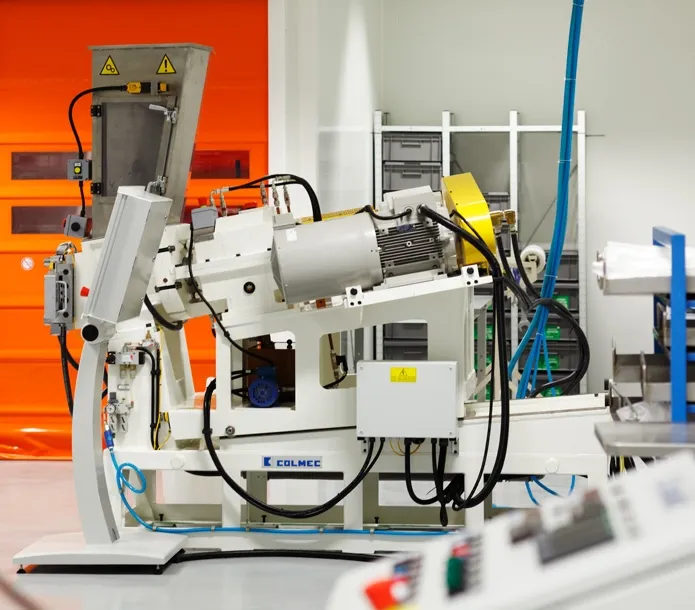
Extrusão contínua de compostos VMQ, HCR, FVMQ, silicone condutor e espuma celular. Catálise à platina e peróxido. Coextrusão bimaterial com sincronização térmica entre durezas. Inserção metálica contínua no núcleo do perfil. Pós-cura em forno quando a formulação exige para purgar voláteis.

O parque industrial cobre os modos que a sala limpa deixa de fora: tiragens longas com peróxido, perfis com reforço metálico contínuo, durezas distintas na mesma extrusão, espuma celular calibrada a frio e pós-cura em forno integrado.


Seis variáveis definem a fieira, a linha e a formulação. Quando o desenho do cliente as omite, perguntamos antes de orçar.
O raio do canto côncavo determina a tensão do composto na fieira. Abaixo de 0,3 mm aumenta o risco de marca de cisalhamento e fissura após pós-cura.
Uma cavidade grande com parede fina colapsa ao sair da fieira quando a pressão cai. A relação define se o perfil entra calibrado a frio ou exige apoio interno.
Faixa operacional 10 a 90 Shore A em compacto. Abaixo de 15 a seção perde estabilidade dimensional na saída da fieira; acima de 85 a velocidade linear cai e a calibragem exige mais etapas.
A velocidade de saída define a contração térmica ao resfriar: 1 % a 3 % conforme material e catálise. É compensada no projeto da fieira a partir da segunda amostra.
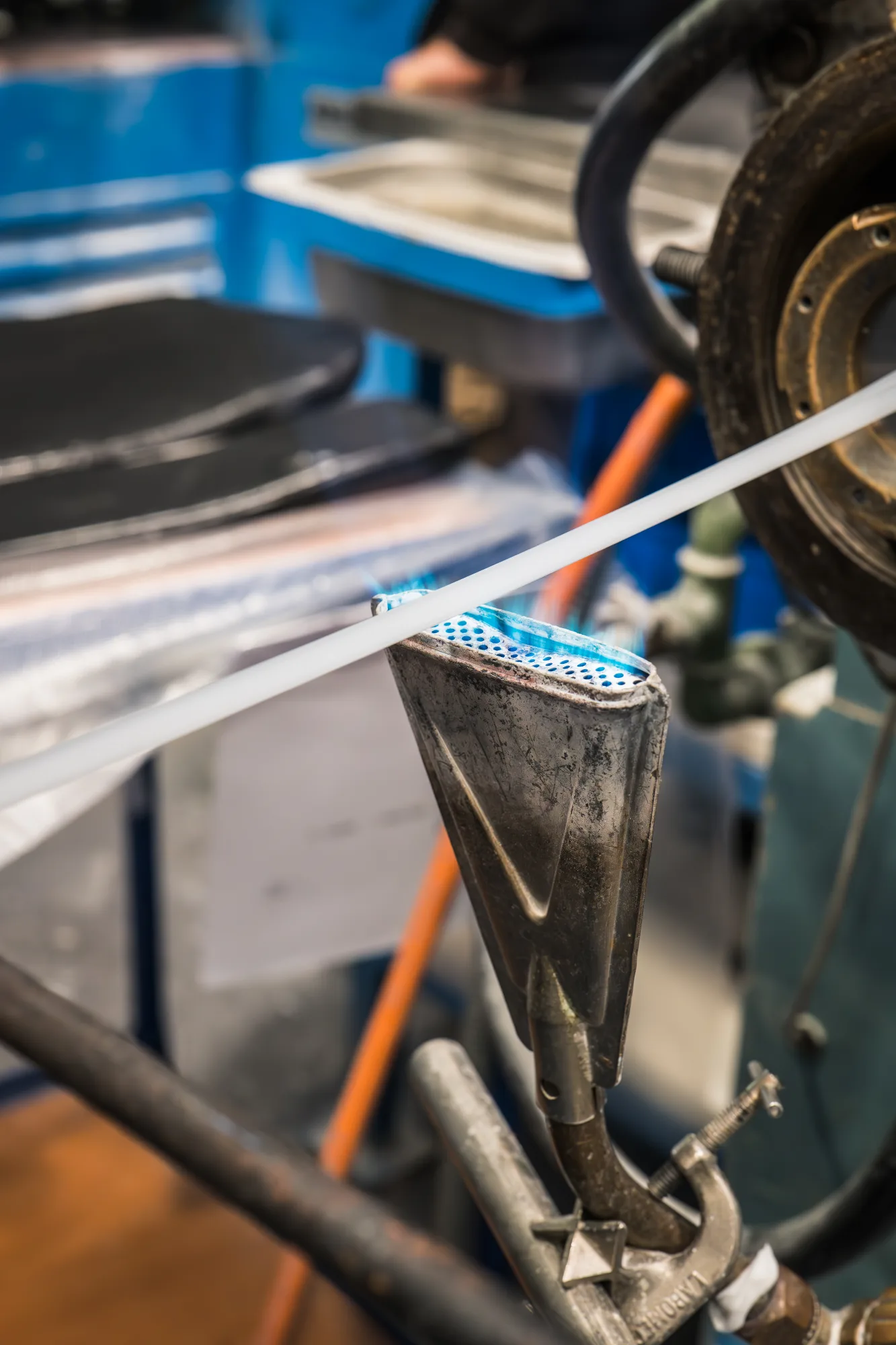
A platina cura sem subprodutos mas exige fieira limpa e rastreabilidade de lote. O peróxido tolera mais variação de processo mas exige pós-cura para purgar voláteis.
Inserto metálico contínuo, reforço têxtil ou pós-cura em forno definem se a linha é horizontal ou vertical e impactam a tolerância final da seção.







Cifras orientativas da oficina de Apt. Cada formulação é ajustada ao material aprovado pela normativa do setor (FDA, USP VI, EN 45545-2, BfR XV).
| Tipologia | Composto | Dureza Shore A | Contração térmica | Pós-cura |
|---|---|---|---|---|
| Compacto | VMQ · HCR sólido | 10 a 90 | 1,5 % a 3 % | Opcional (peróxido sim · platina não) |
| Celular | VMQ com agente espumante | 30 a 60 (densidade aparente) | 2 % a 4 % | Obrigatória em forno |
| Bimaterial | VMQ + VMQ outra dureza · sincronização térmica | 20 a 80 por camada | Variável conforme interface | Sincronizada para evitar descolamento |
| Com inserto | VMQ sobre arame, malha, poliéster ou têxtil | Núcleo rígido + revestimento 50-70 | Mínima · dominada pelo inserto | Conforme material do revestimento |
Cada um corresponde a uma decisão de processo registrada na ficha técnica do perfil. Rastreabilidade lote a lote.
Na saída da fieira, o silicone recupera parcialmente a forma anterior à calibragem. Compensa-se com cálculo da fieira superdimensionada e velocidade linear ajustada ao material.
Abaixo de 0,5 mm de parede com cavidade grande, a seção colapsa ao perder pressão. Estabiliza-se com apoio interno na fieira e calibragem a frio em dupla etapa.
Cavidades fechadas tendem a se fechar no forno se a pós-cura não for controlada. Resolve-se com espaçadores quentes e vácuo parcial na zona de calibragem.
A contração de 1 % a 3 % é compensada no projeto da fieira a partir da segunda amostra de validação. Tolerância final ±0,1 mm em seção crítica.
A interface entre duas durezas exige sincronização térmica e velocidades coordenadas. Sem coordenação, a camada se desprende após a cura.
Compostos com peróxido liberam subprodutos durante semanas após extrusão. Purgam-se com pós-cura em forno · obrigatório para grau alimentar e médico.
Tubo médico de catálise à platina USP Class VI · perfil alimentar com materiais aprovados FDA · séries com expediente técnico para dispositivos classificados. O processo de extrusão segue o mesmo. Mudam a pureza do ambiente, a rastreabilidade documental e o material aprovado.



Envie-nos o desenho da seção com cotas críticas, dureza Shore A alvo, contração admissível, setor e normativa. Devolvemos a viabilidade da fieira, a contração estimada conforme material, o prazo de amostra e a linha alocada segundo volume e formulação.