Rayon interne minimal
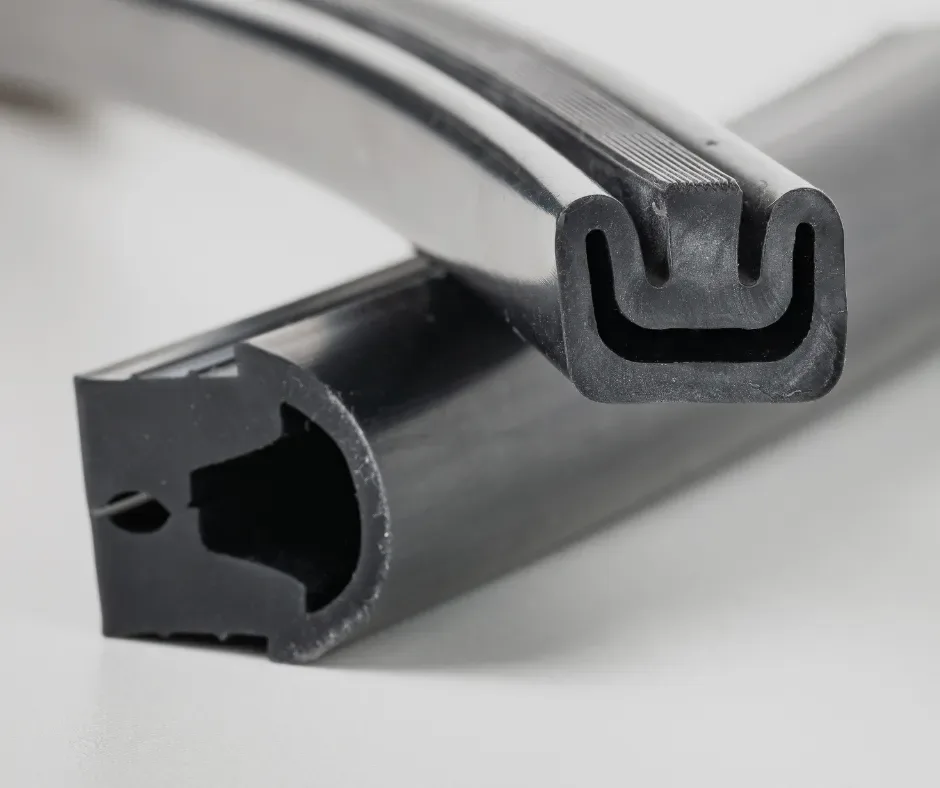
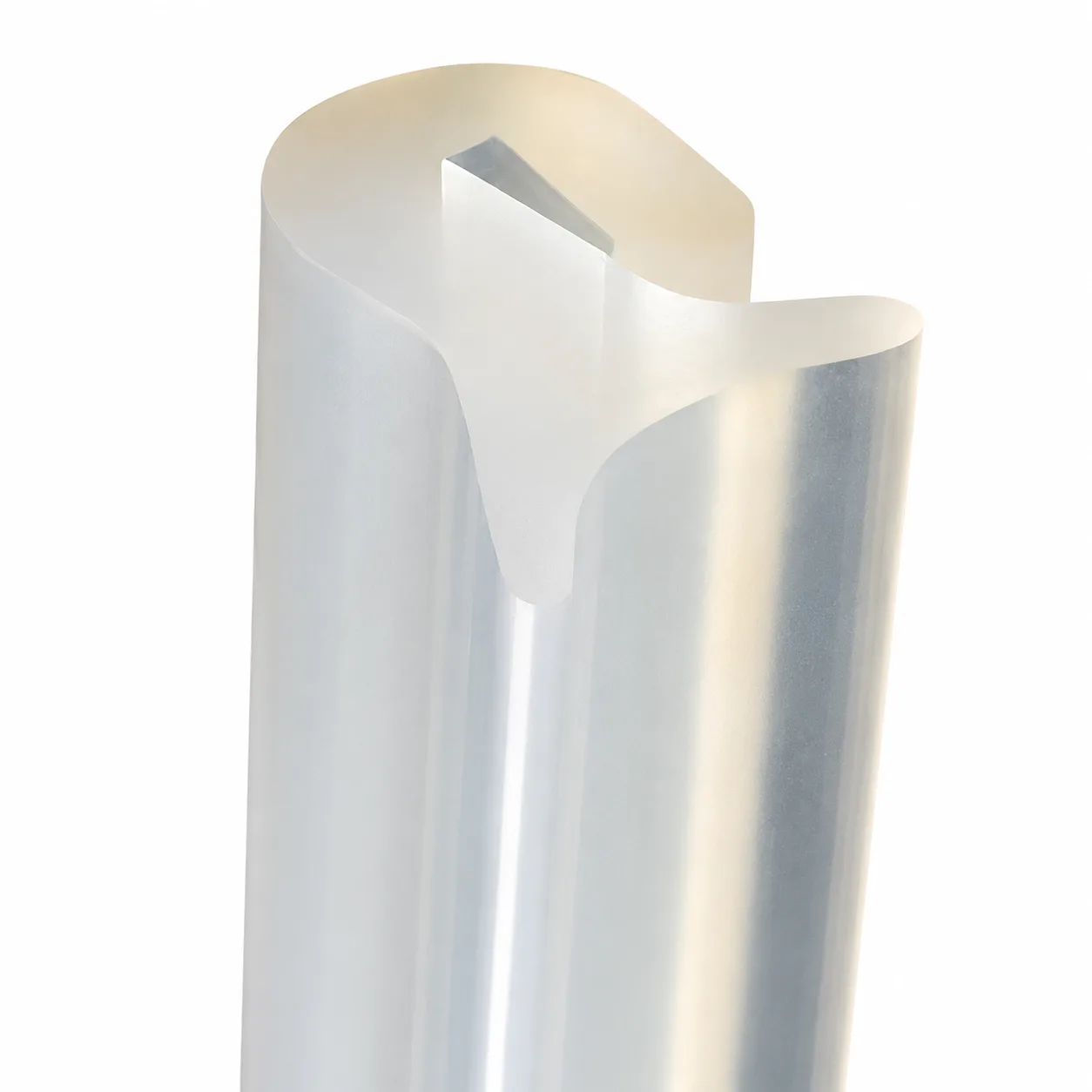
Le rayon du coin concave détermine la contrainte du composé dans la filière. En dessous de 0,3 mm, il augmente le risque de marque de cisaillement et de fissure après post-cuisson.

Calibrage en ligne, contrôle de la mémoire élastique en sortie de filière et tolérance dimensionnelle après post-cuisson. Des décennies à résoudre des géométries qui arrivent à l'atelier avec un croquis à main levée et un plan client sans cotes.
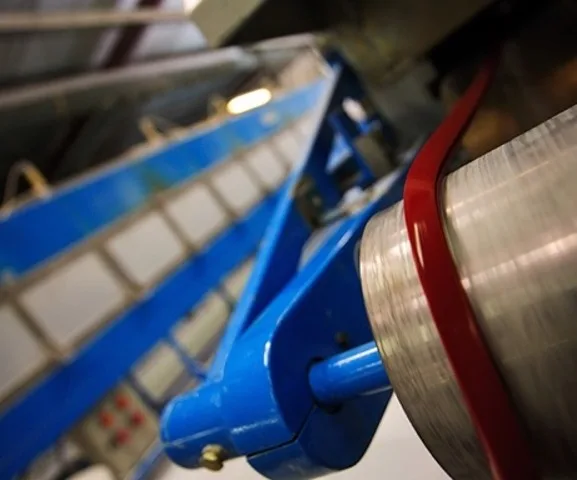
Extrusion continue de composés VMQ, HCR, FVMQ, silicone conducteur et mousse cellulaire. Catalyse platine et peroxyde. Coextrusion bi-matière avec synchronisation thermique entre duretés. Insertion métallique continue au cœur du profil. Post-cuisson en four lorsque la formulation l'exige pour purger les volatils.

Le parc industriel couvre les modes que la salle blanche laisse de côté : tirages longs au peroxyde, profils à renfort métallique continu, duretés différentes sur une même extrusion, mousse cellulaire calibrée à froid et post-cuisson en four intégré.


Six variables fixent la filière, la ligne et la formulation. Lorsque le plan client les omet, nous les demandons avant de chiffrer.
Le rayon du coin concave détermine la contrainte du composé dans la filière. En dessous de 0,3 mm, il augmente le risque de marque de cisaillement et de fissure après post-cuisson.
Une grande cavité avec une paroi fine s'effondre en sortie de filière dès que la pression chute. Le rapport détermine si le profil entre en calibrage à froid ou exige un soutien interne.
Plage opérationnelle 10 à 90 Shore A en compact. En dessous de 15, la section perd sa stabilité dimensionnelle en sortie de filière ; au-dessus de 85, la vitesse linéaire chute et le calibrage exige davantage d'étapes.
La vitesse de sortie gouverne le retrait thermique au refroidissement : 1 % à 3 % selon le matériau et la catalyse. Elle est compensée dans la conception de la filière à partir de la deuxième mouture d'essai.
Le platine catalyse sans sous-produits mais exige une filière propre et la traçabilité du lot. Le peroxyde tolère davantage de variation de procédé mais exige une post-cuisson pour purger les volatils.
Un insert métallique continu, un renfort textile ou une post-cuisson en four déterminent si la ligne est horizontale ou verticale et impactent la tolérance finale de section.







Chiffres indicatifs de l'atelier d'Apt. Chaque formulation est ajustée au matériau approuvé par la norme sectorielle (FDA, USP VI, EN 45545-2, BfR XV).
| Typologie | Composé | Dureté Shore A | Retrait thermique | Post-cuisson |
|---|---|---|---|---|
| Compact | VMQ · HCR solide | 10 à 90 | 1,5 % à 3 % | Optionnelle (peroxyde oui · platine non) |
| Cellulaire | VMQ avec agent gonflant | 30 à 60 (densité apparente) | 2 % à 4 % | Obligatoire en four |
| Bi-matière | VMQ + VMQ autre dureté · synchronisation thermique | 20 à 80 par couche | Variable selon interface | Synchronisée pour éviter le décollement |
| Avec insertion | VMQ sur fil, treillis, polyester ou textile | Âme rigide + revêtement 50-70 | Minime · dominée par l'insert | Selon matériau du revêtement |
Chacun correspond à une décision de procédé enregistrée dans la fiche technique du profil. Traçabilité lot à lot.
En sortie de filière, le silicone reprend partiellement la forme antérieure au calibrage. On compense par un calcul de filière surdimensionnée et une vitesse linéaire ajustée au matériau.
En dessous de 0,5 mm de paroi avec une grande cavité, la section s'effondre lorsque la pression chute. Elle est stabilisée par un soutien interne dans la filière et un calibrage à froid en deux étapes.
Les cavités fermées tendent à se refermer en four si la post-cuisson n'est pas maîtrisée. On le résout par des entretoises chaudes et un vide partiel dans la zone de calibrage.
Le retrait de 1 % à 3 % est compensé dans la conception de la filière dès la deuxième mouture de validation. Tolérance finale ±0,1 mm sur section critique.
L'interface entre deux duretés exige une synchronisation thermique et des vitesses coordonnées. Sans coordination, la couche se décolle après catalyse.
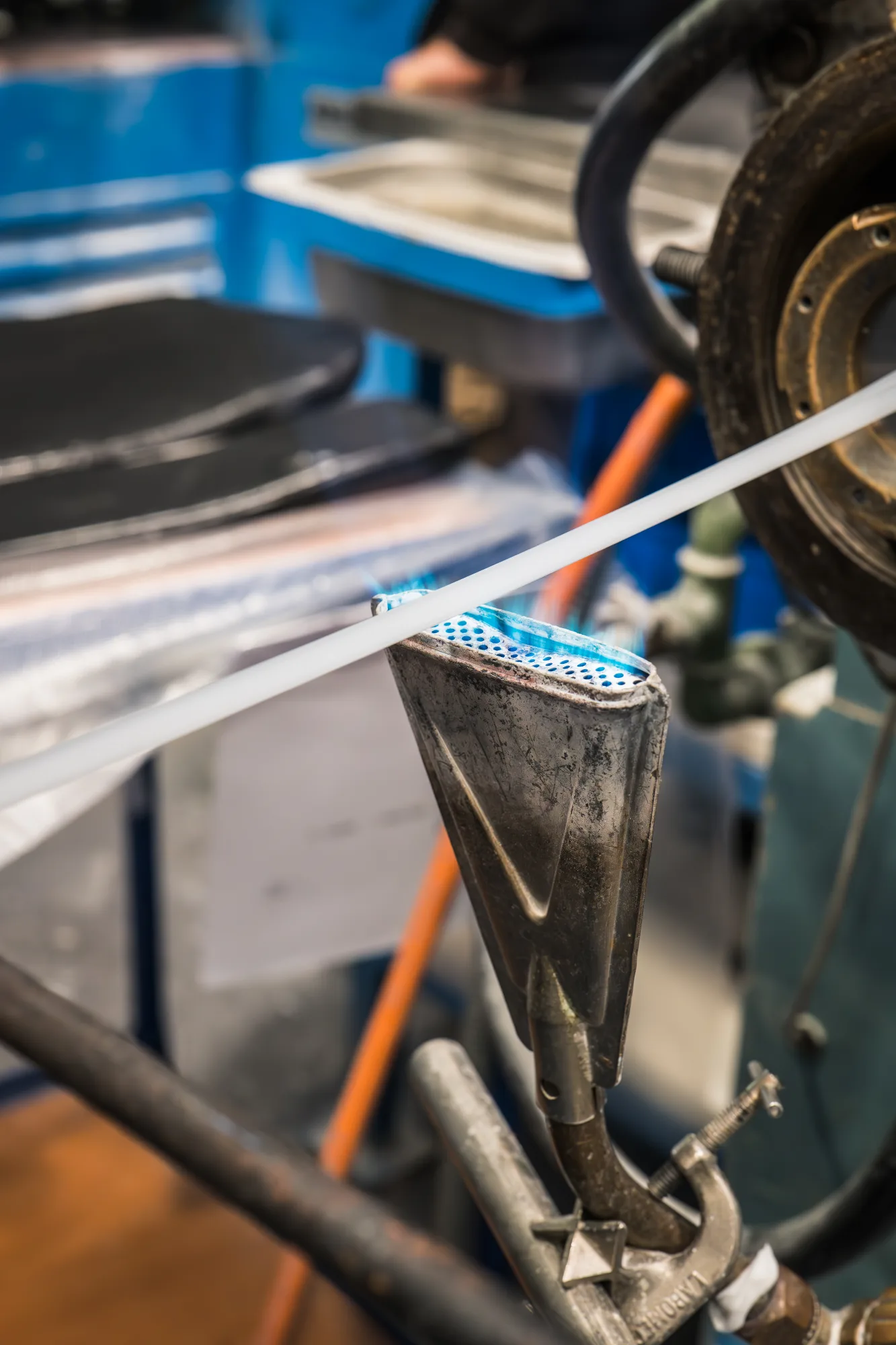
Les composés au peroxyde libèrent des sous-produits pendant des semaines après extrusion. On les purge par post-cuisson en four · obligatoire pour les grades alimentaire et médical.
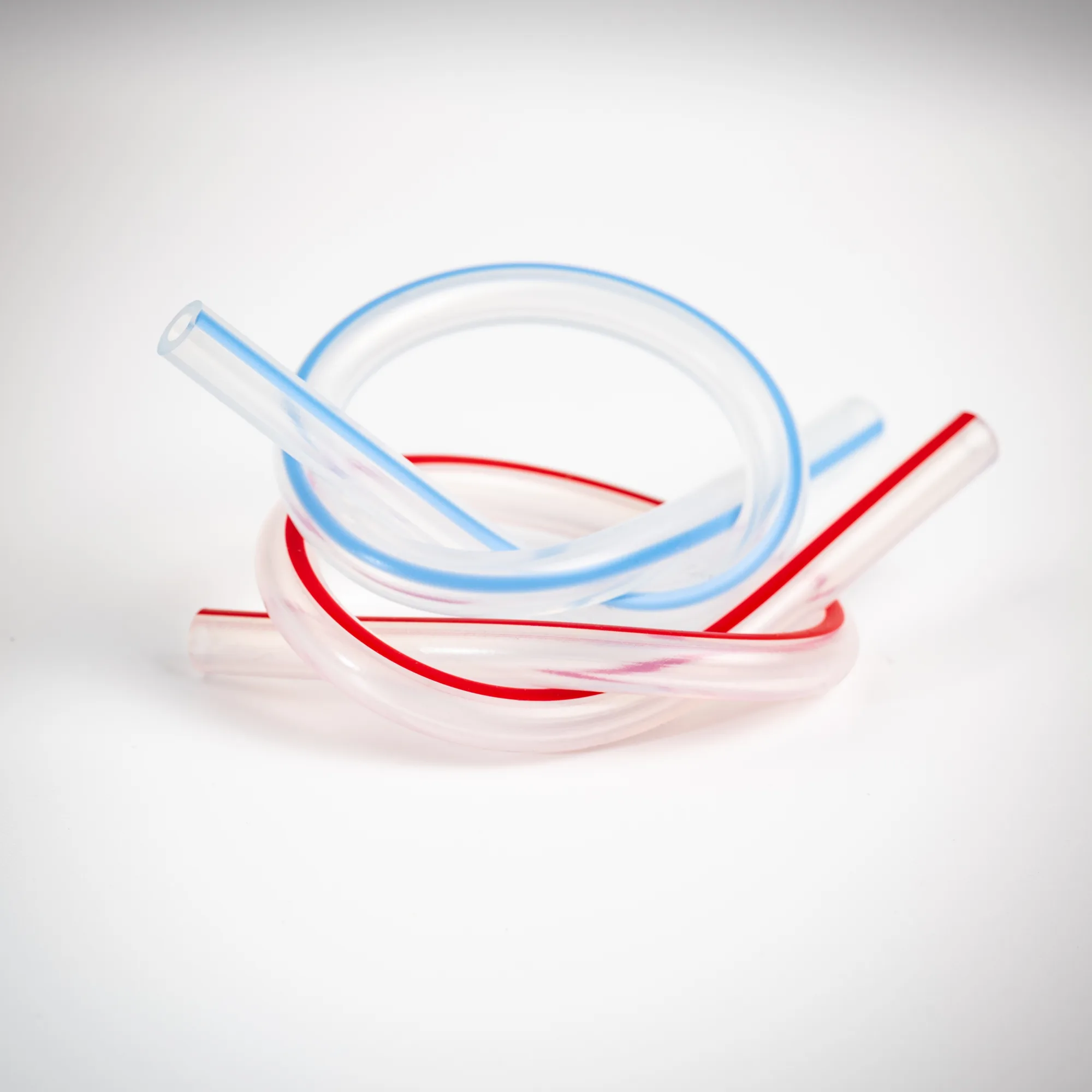
Tube médical à catalyse platine USP Class VI · profil alimentaire avec matériaux agréés FDA · séries avec dossier technique pour dispositifs classés. Le procédé d'extrusion reste le même. Ce qui change, c'est la pureté de l'environnement, la traçabilité documentaire et le matériau agréé.



Envoyez-nous le plan de section avec les cotes critiques, la dureté Shore A visée, le retrait admissible, le secteur et la norme. Nous revenons avec la faisabilité de la filière, le retrait estimé selon le matériau, le délai d'échantillon et la ligne affectée selon le volume et la formulation.