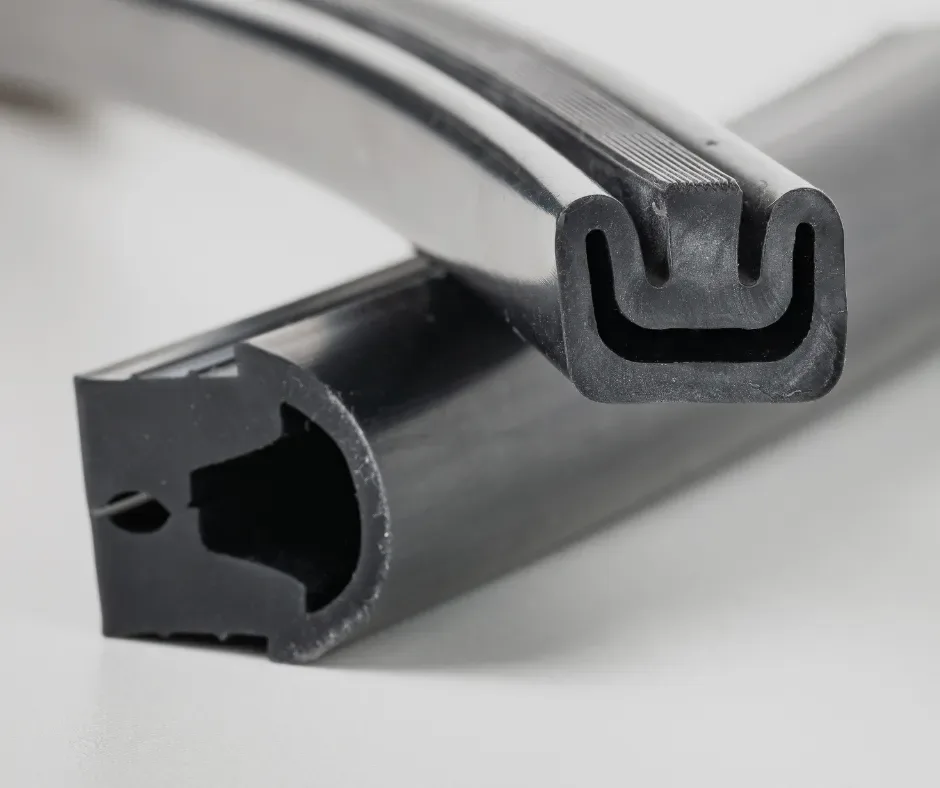
Minimum internal radius
The radius of the concave corner determines the stress of the compound in the die. Below 0.3 mm it raises the risk of shear marks and cracking after post-cure.

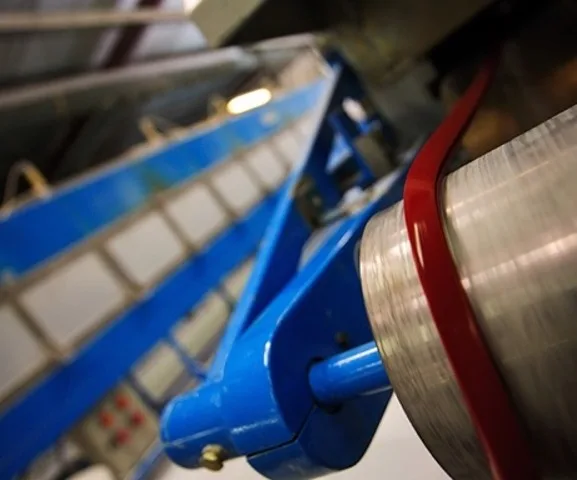
In-line calibration, control of elastic memory at die exit and dimensional tolerance under post-cure. Decades resolving geometries that arrive at the workshop with a hand-drawn sketch and an unmarked customer drawing.
Continuous extrusion of VMQ, HCR, FVMQ, conductive silicone and cellular foam compounds. Platinum and peroxide cure. Two-material co-extrusion with thermal synchronisation between hardnesses. Continuous metal insertion in the profile core. Oven post-cure when the formulation requires it to purge volatiles.

The industrial fleet covers the modes the cleanroom does not: long runs with peroxide, profiles with continuous metal reinforcement, mixed hardnesses in the same extrusion, cold-calibrated cellular foam and integrated oven post-cure.


Six variables set the die, the line and the formulation. When the customer drawing omits them, we ask before quoting.
The radius of the concave corner determines the stress of the compound in the die. Below 0.3 mm it raises the risk of shear marks and cracking after post-cure.
A large cavity with a thin wall collapses on exit from the die as pressure drops. The ratio decides whether the profile is cold-calibrated or requires internal support.
Operating range 10 to 90 Shore A in solid. Below 15 the section loses dimensional stability at die exit; above 85 the linear speed drops and calibration requires more stages.
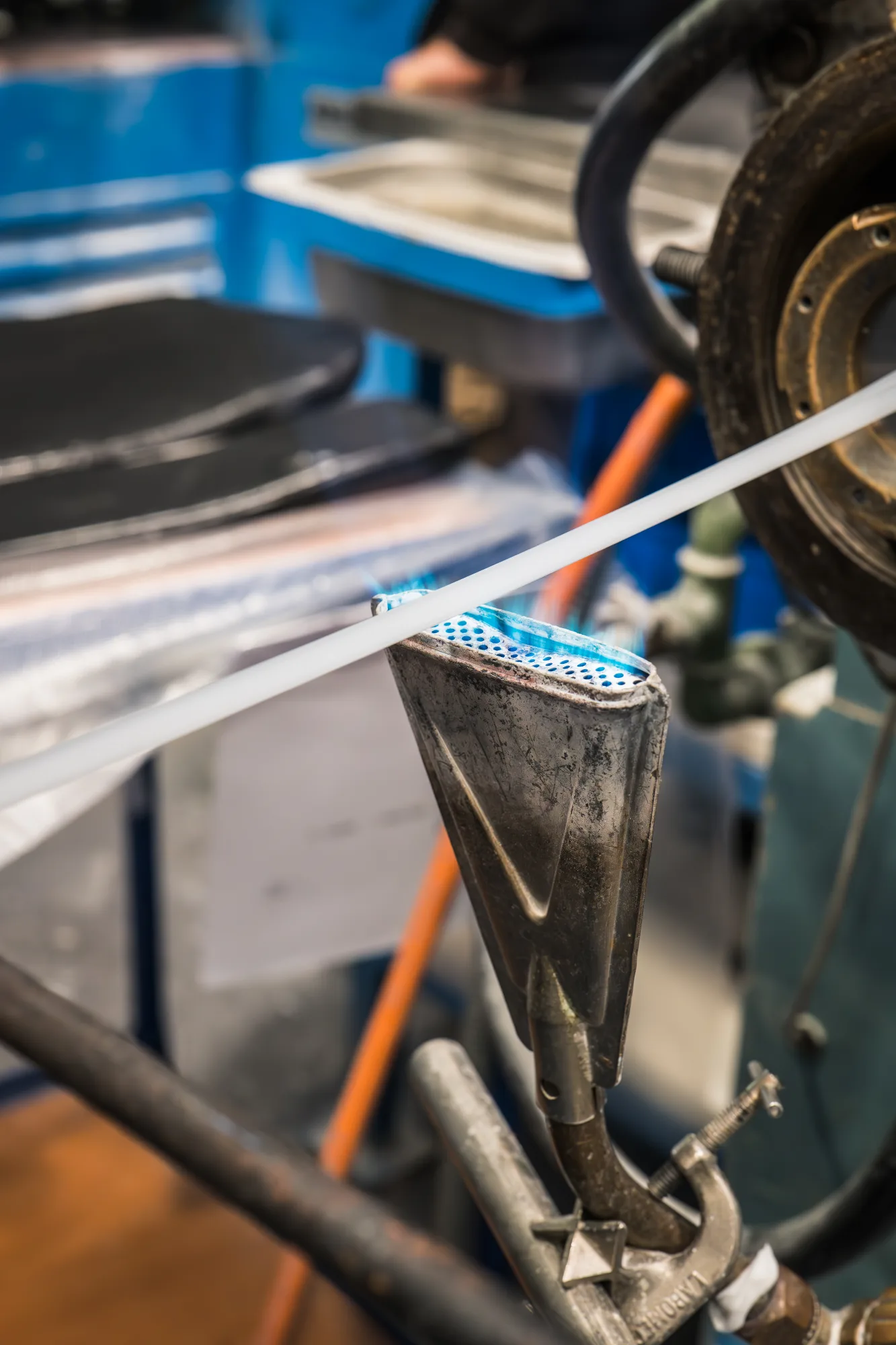
Exit speed governs thermal shrinkage on cooling: 1 % to 3 % depending on material and cure system. It is compensated in die design from the second sample onwards.
Platinum cures without by-products but requires a clean die and lot traceability. Peroxide tolerates more process variation but requires post-cure to purge volatiles.
Continuous metal insert, textile reinforcement or oven post-cure decide whether the line is horizontal or vertical and impact the final section tolerance.







Indicative figures from the Apt workshop. Each formulation is adjusted to the material approved by the sector standard (FDA, USP VI, EN 45545-2, BfR XV).
| Type | Compound | Shore A hardness | Thermal shrinkage | Post-curing |
|---|---|---|---|---|
| Compact | VMQ · solid HCR | 10 to 90 | 1.5 % to 3 % | Optional (peroxide yes · platinum no) |
| Cellular | VMQ with blowing agent | 30 to 60 (apparent density) | 2 % to 4 % | Mandatory in oven |
| Bi-material | VMQ + VMQ another hardness · thermal synchronisation | 20 to 80 per layer | Variable according to interface | Synchronised to prevent delamination |
| With insert | VMQ over wire, mesh, polyester or textile | Rigid core + 50-70 covering | Minimal · governed by insert | According to covering material |
Each one matches a process decision recorded in the profile's technical sheet. Batch-to-batch traceability.
At die exit, silicone partially recovers the shape it held before calibration. It is compensated by oversized die calculation and a linear speed tuned to the material.
Below 0.5 mm wall with a large cavity, the section collapses as pressure drops. It is stabilised with internal die support and double-stage cold calibration.
Closed cavities tend to close in the oven if post-cure is not controlled. It is resolved with hot spacers and partial vacuum in the calibration zone.
Shrinkage of 1 % to 3 % is compensated in die design from the second validation sample. Final tolerance ±0.1 mm on critical section.
The interface between two hardnesses requires thermal synchronisation and coordinated speeds. Without coordination, the layer peels off after curing.
Peroxide compounds release by-products for weeks after extrusion. They are purged with oven post-cure · mandatory for food and medical grades.
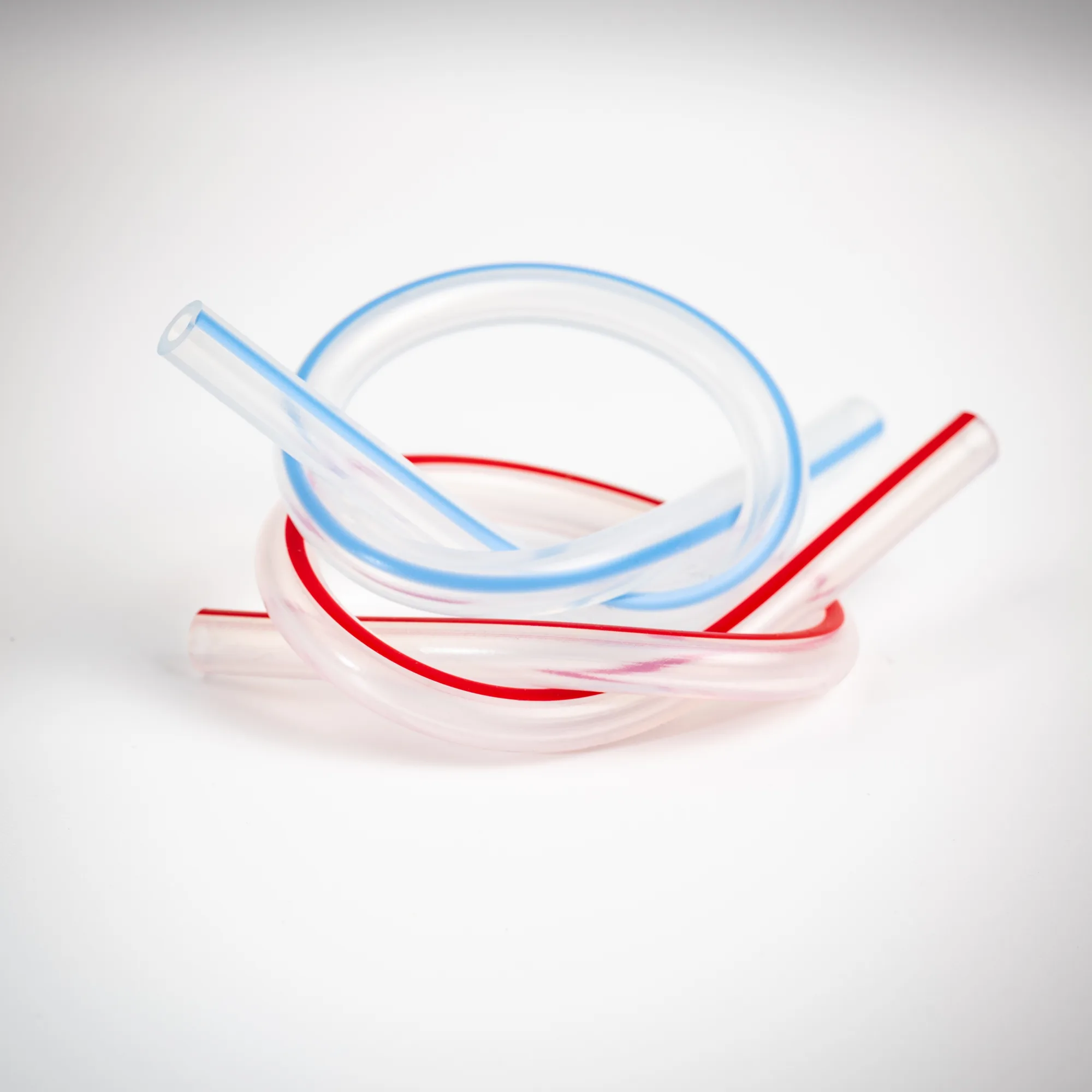
Platinum-cured medical tubing USP Class VI · food-grade profile with FDA-approved materials · series with technical file for classified devices. The extrusion process stays the same. What changes is the purity of the environment, the documentary traceability and the approved material.



Send us the cross-section drawing with critical dimensions, target Shore A hardness, allowable shrinkage, sector and standard. We come back with die feasibility, estimated shrinkage by material, sample lead time and line assigned according to volume and formulation.