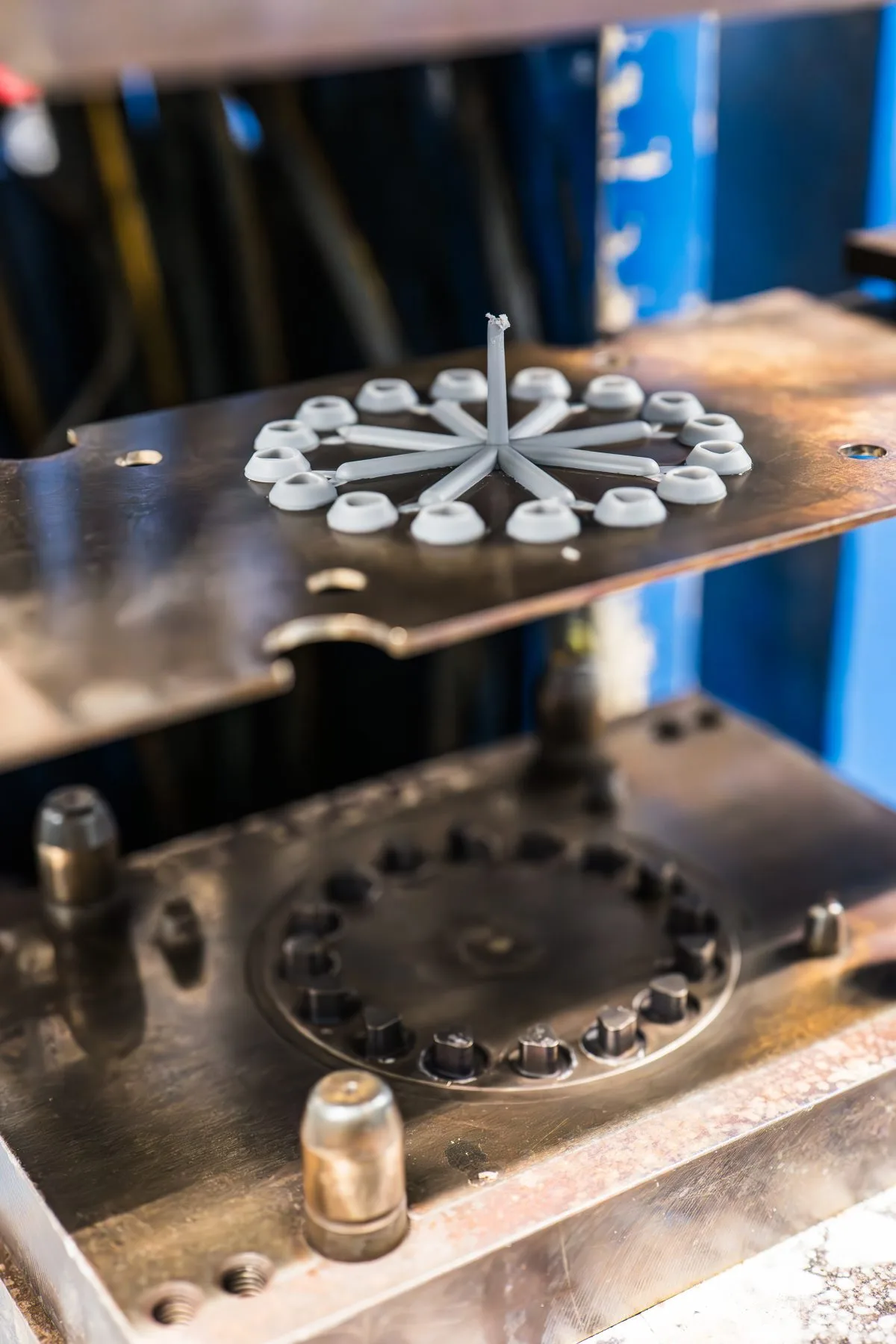
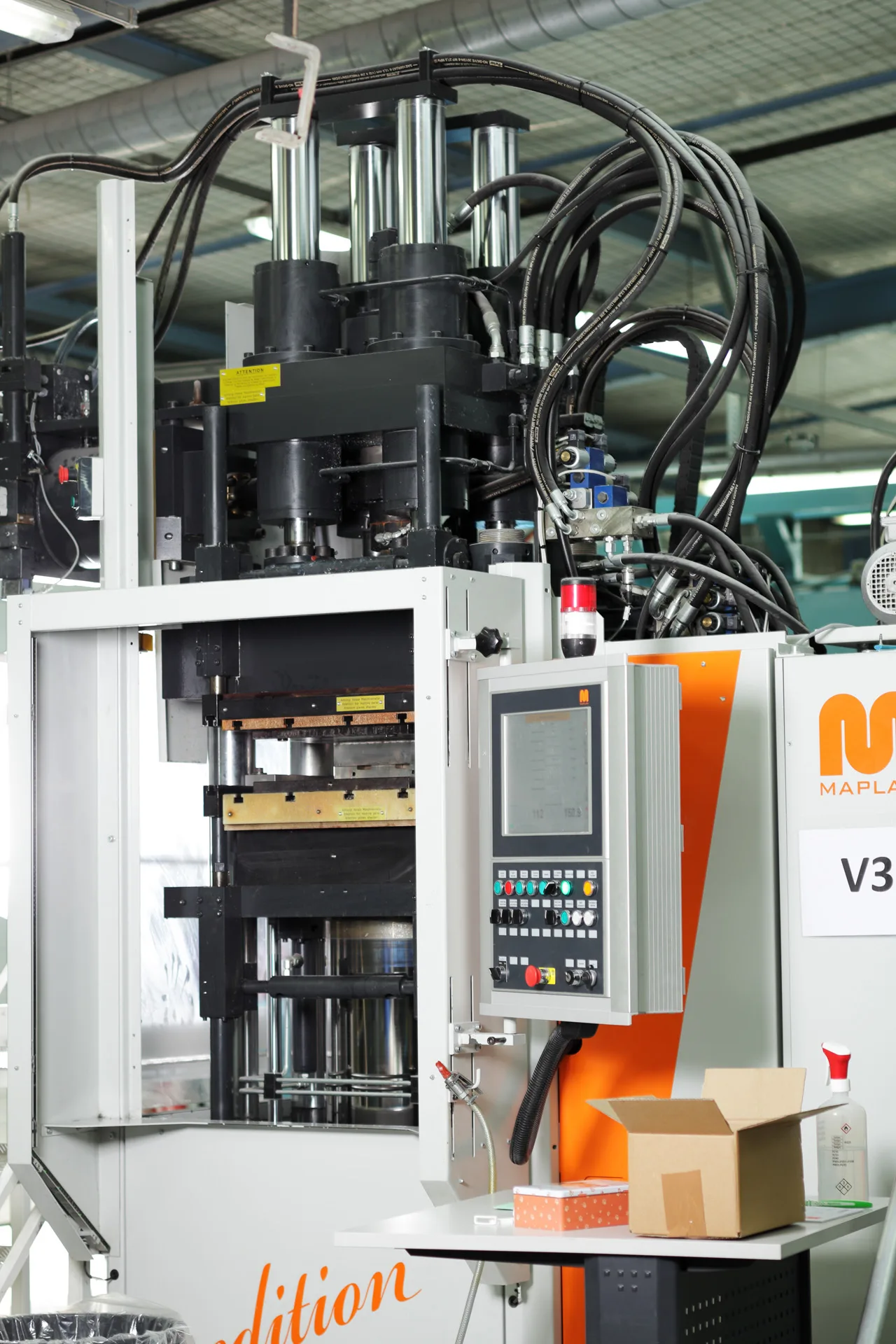
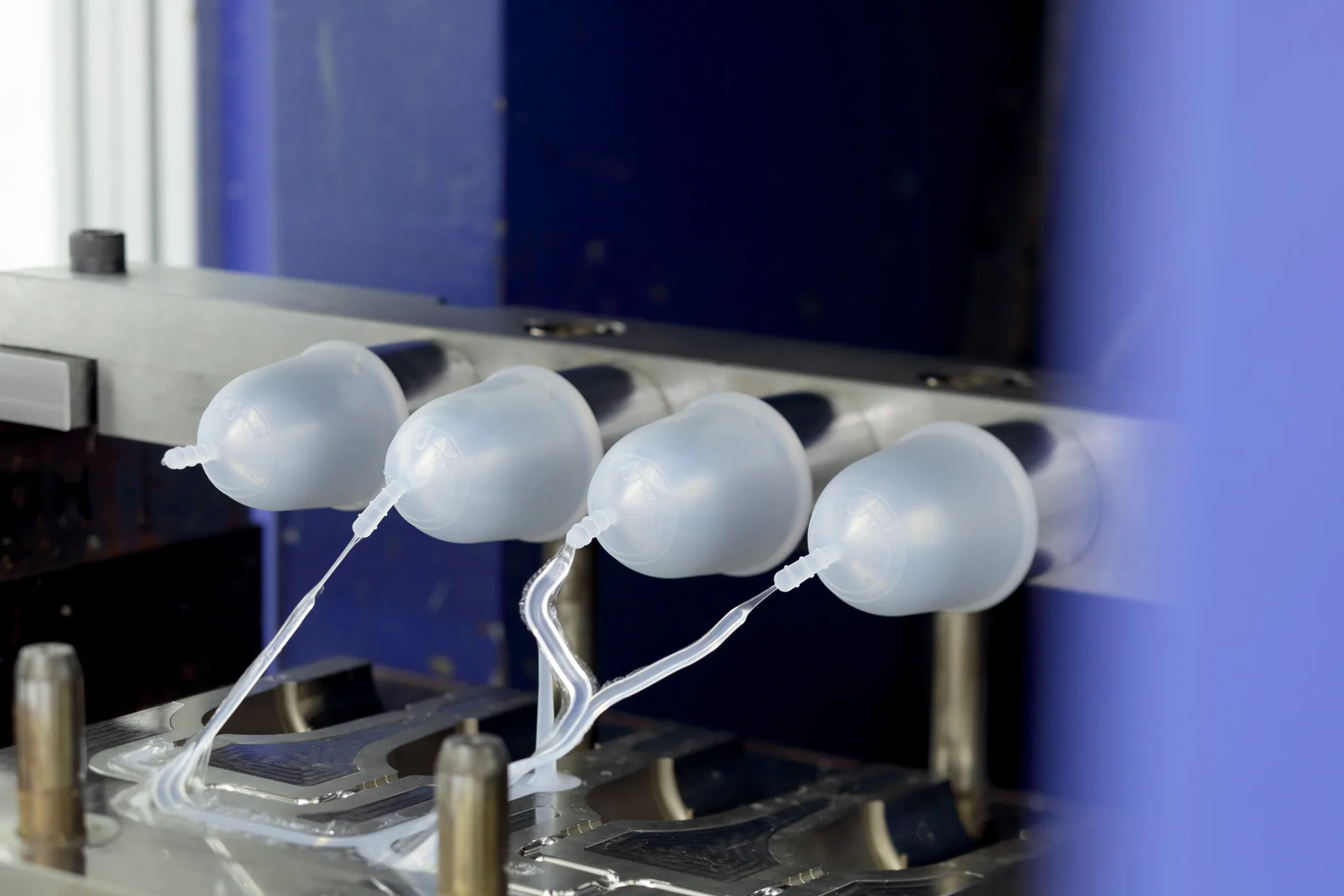
Compressão
HCR sólido pré-pesado em bola, prensa vertical fecha o molde quente, a massa flui na cavidade por pressão, vulcaniza com a temperatura do prato. Ciclos longos (4-15 min). Peças grandes, massas grossas, durezas altas. Séries curtas e protótipos. Ferramental mais econômico que injeção.