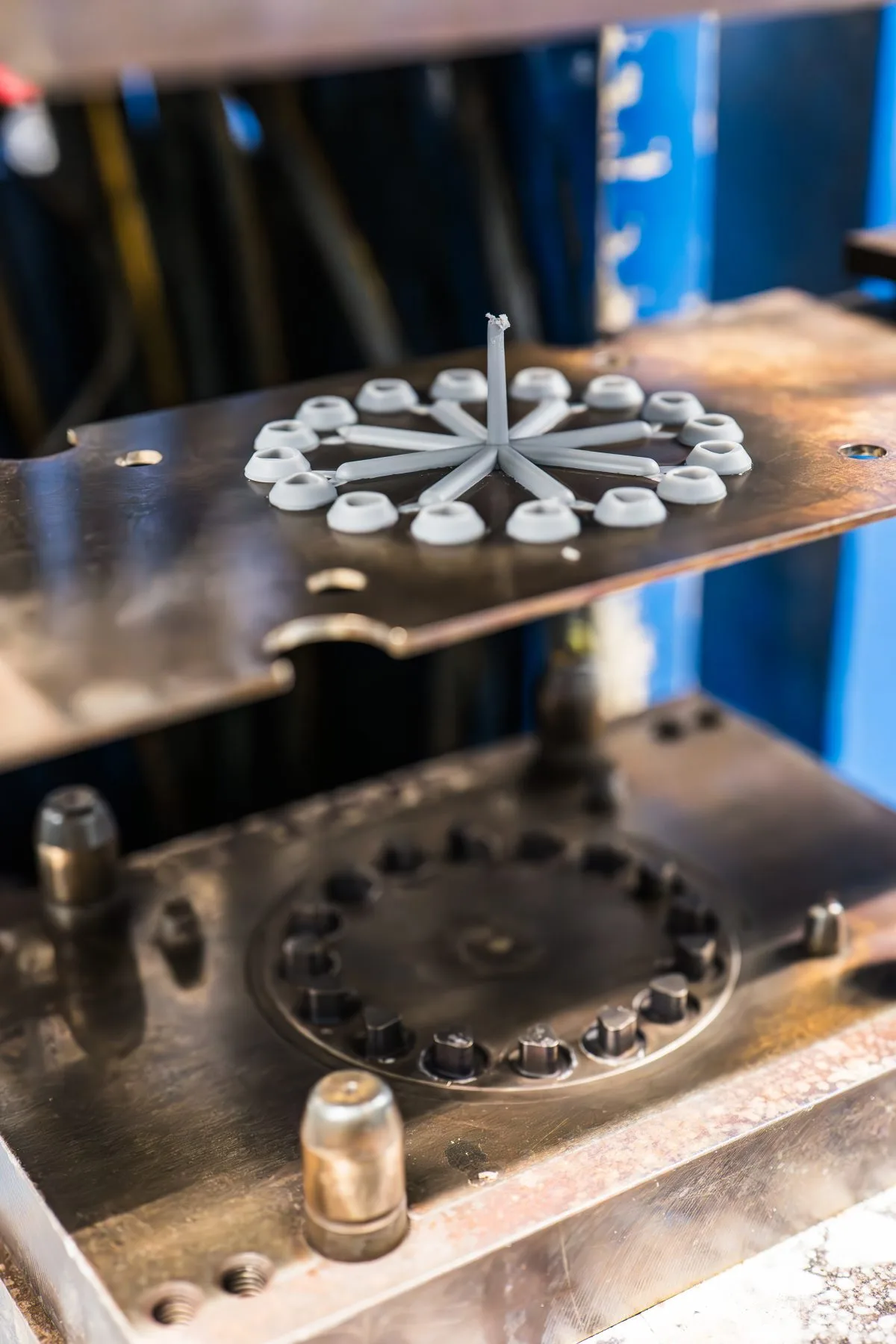
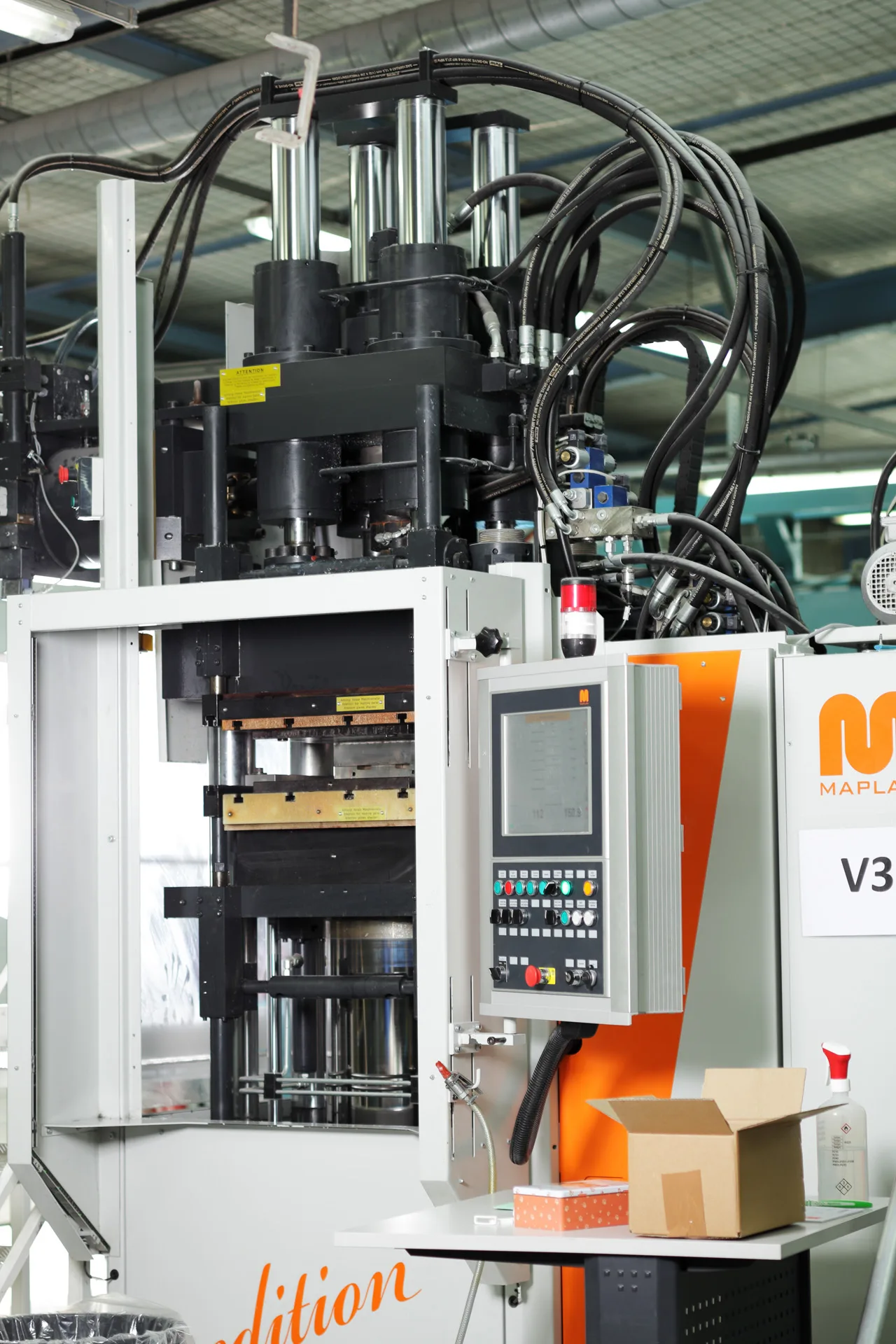
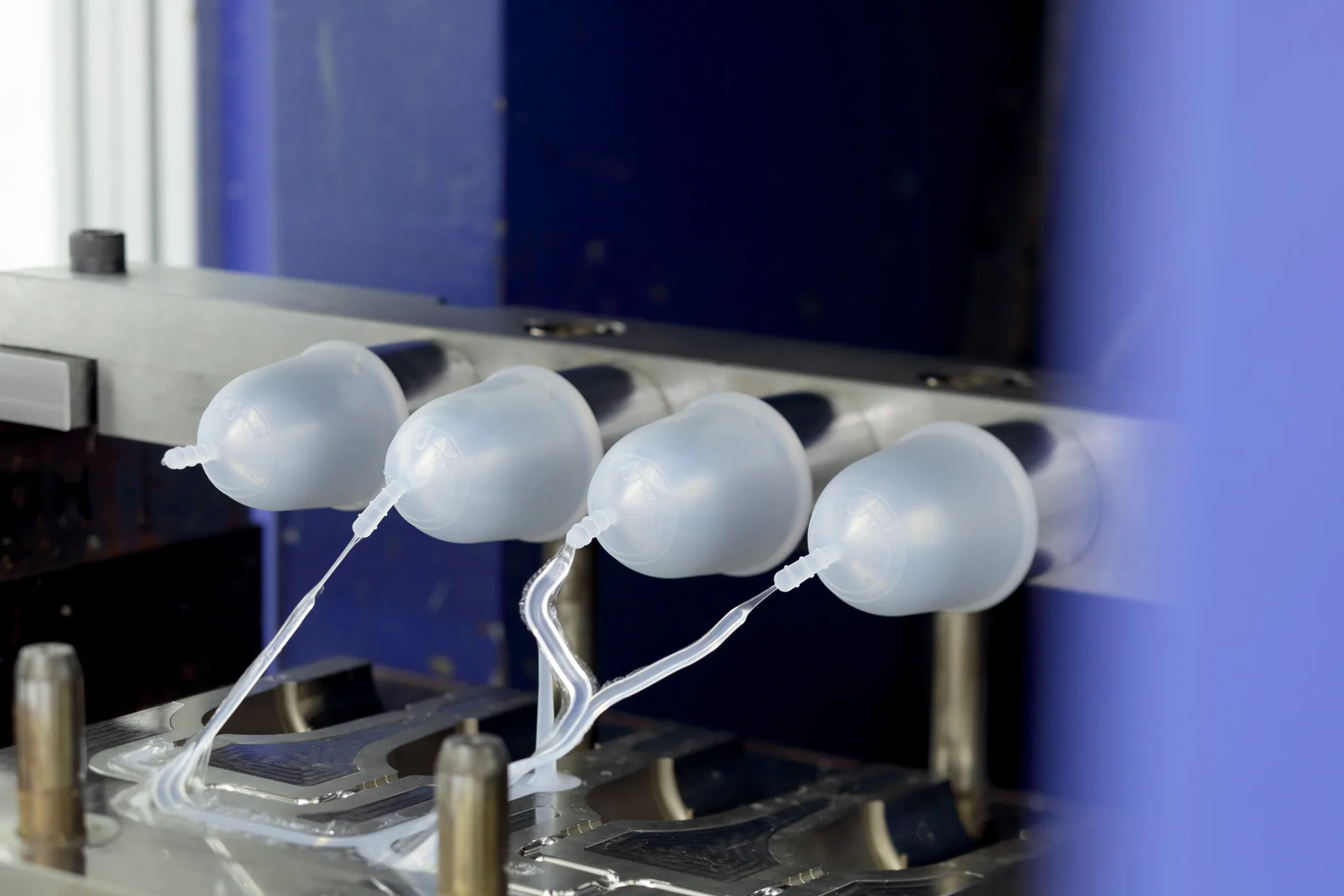
Compression
HCR solide pré-pesé en boule, presse verticale ferme le moule chaud, la masse s'écoule dans l'empreinte sous pression, vulcanise par la température du plateau. Cycles longs (4-15 min). Pièces grandes, masses épaisses, duretés élevées. Séries courtes et prototypes. Outillage plus économique que l'injection.