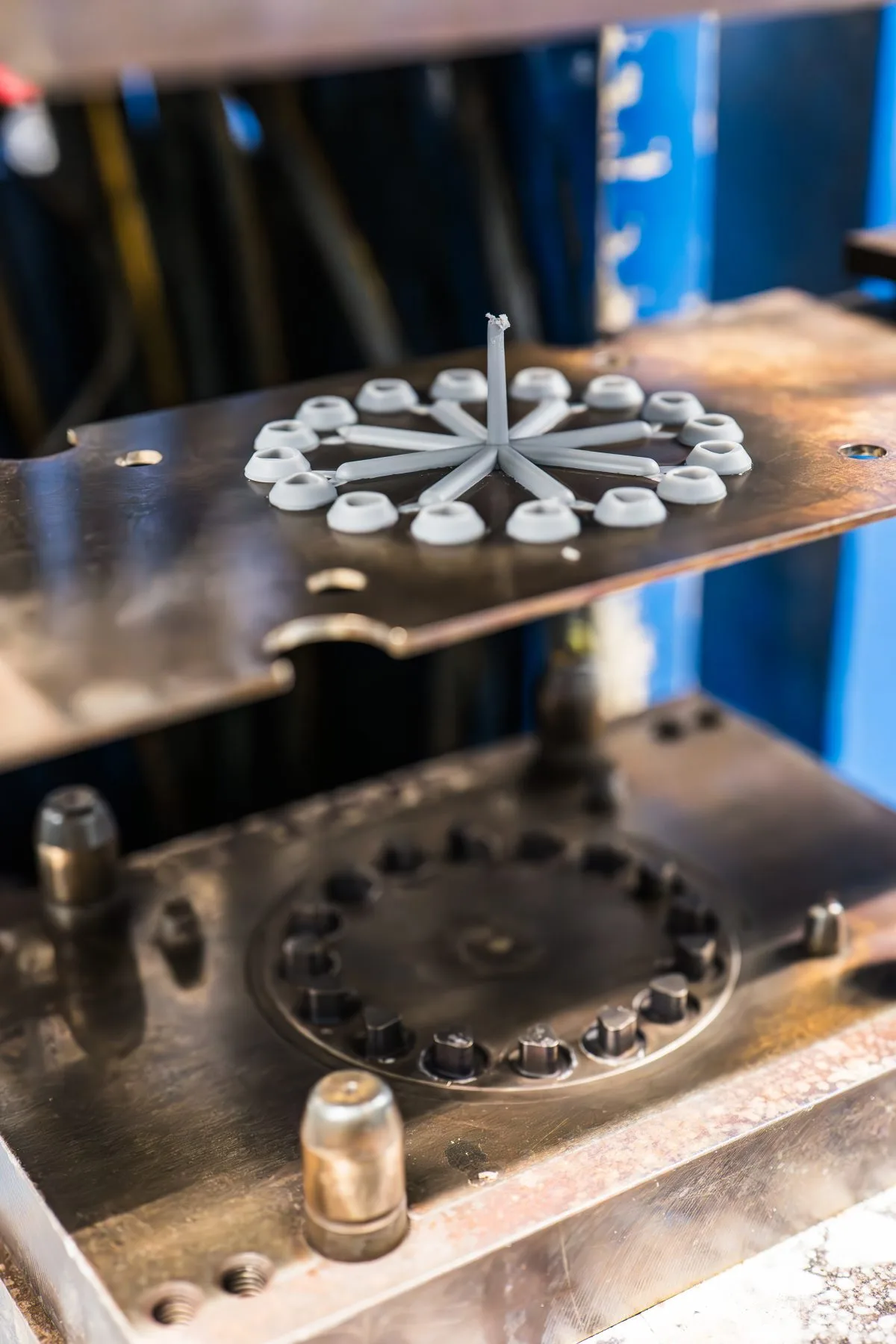
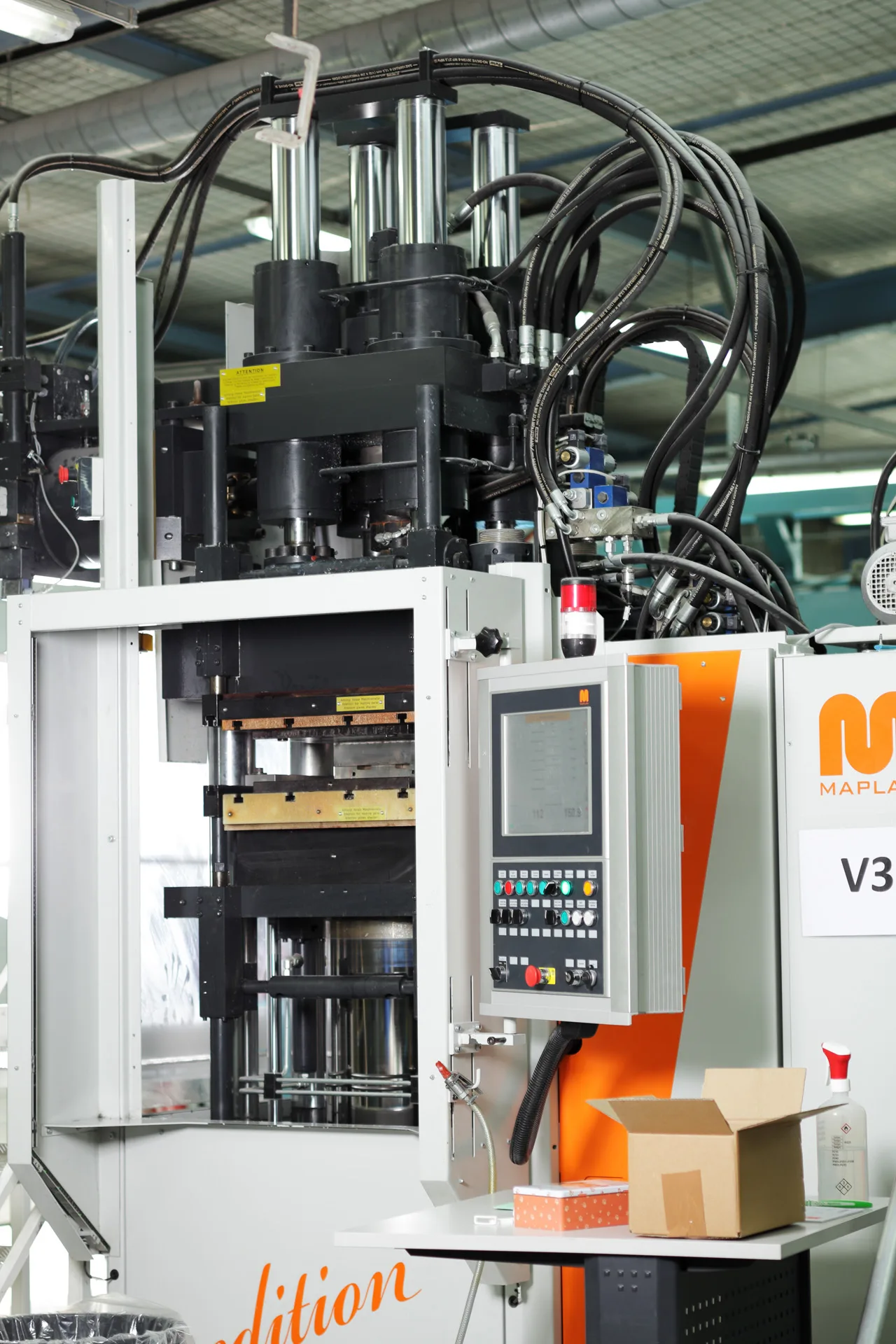
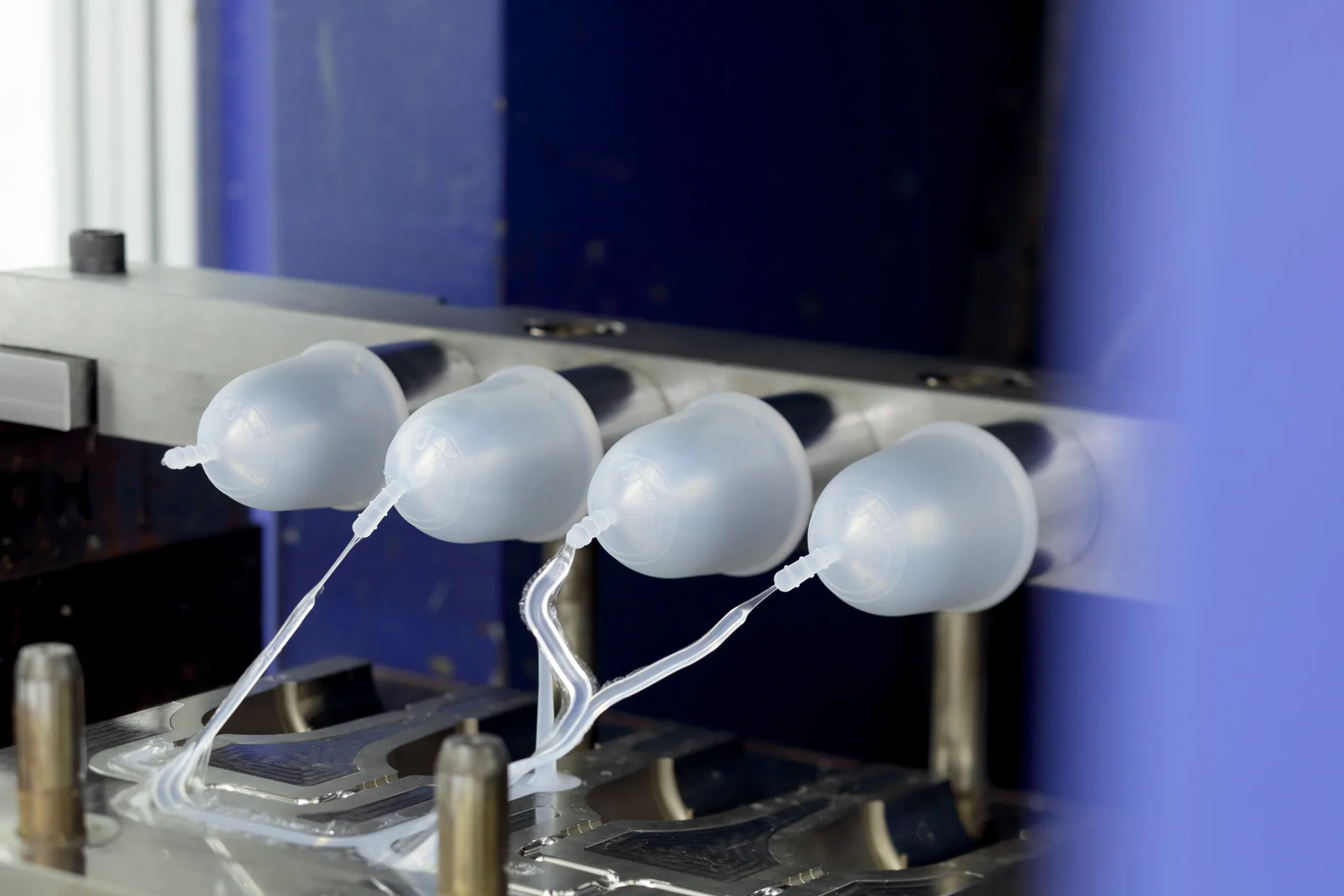
Compression
Pre-weighed solid HCR in a ball, vertical press closes the hot mould, the mass flows into the cavity under pressure and vulcanises with the platen temperature. Long cycles (4-15 min). Large parts, thick sections, high hardnesses. Short runs and prototypes. Tooling cheaper than injection.