























O silicone é um dos elastômeros mais estáveis e versáteis que existem. Resiste a temperaturas extremas, mantém a elasticidade por anos e suporta condições químicas que degradam outros materiais. Mas por trás de uma junta técnica, tubo ou perfil extrudado há uma engenharia muito mais complexa do que parece.
Fabricar silicone não é "misturar uma borracha e dar-lhe forma". É controlar uma cadeia completa de variáveis: formulação, mistura, calandragem, extrusão ou moldagem, vulcanização, resfriamento, corte, emenda e validação final. Um desvio mínimo em qualquer ponto altera a dureza, a tolerância, o envelhecimento térmico ou até a vida útil do produto.
E quando existe uma empresa matriz certificada em ISO 9001 e ISO 13485 por trás, esse nível de controle afeta toda a fábrica, não apenas o setor médico. A qualidade deixa de ser um requisito e passa a ser uma obrigação estrutural.
A seguir explicamos, com rigor técnico, como é realmente fabricada uma peça de silicone industrial.
1. Formulação do composto: onde tudo começa
O silicone não chega pronto para extrudar. Antes, formula-se um composto adaptado à aplicação.
Existem duas famílias principais:
Silicone sólido HCR / HTV
Massa firme que se mistura em rolos ou amassadeiras. Ideal para extrusão, compressão e transferência.
Silicone líquido LSR
Sistema bicomponente de baixa viscosidade que se injeta em moldes fechados e reticula por platina. É referência em aplicações médicas, eletrônicas e de precisão.
A estrutura química — cadeia silício-oxigênio — proporciona inércia química, estabilidade térmica e elasticidade a temperaturas elevadas. Mas um composto industrial não é apenas polímero: inclui sílica pirogênica, catalisadores, pigmentos, agentes de vulcanização (peróxido ou platina), aditivos térmicos, cargas funcionais e modificadores de comportamento.
2. Mistura e calandragem: a homogeneidade antes da forma
No HCR, o composto passa por rolos de calandragem. É um dos processos mais críticos, embora raramente explicado publicamente.
Aqui se controla:
- Plasticidade
- Temperatura de amassamento
- Eliminação de microbolhas
- Dispersão da sílica
- Preparação para extrusão ou moldagem
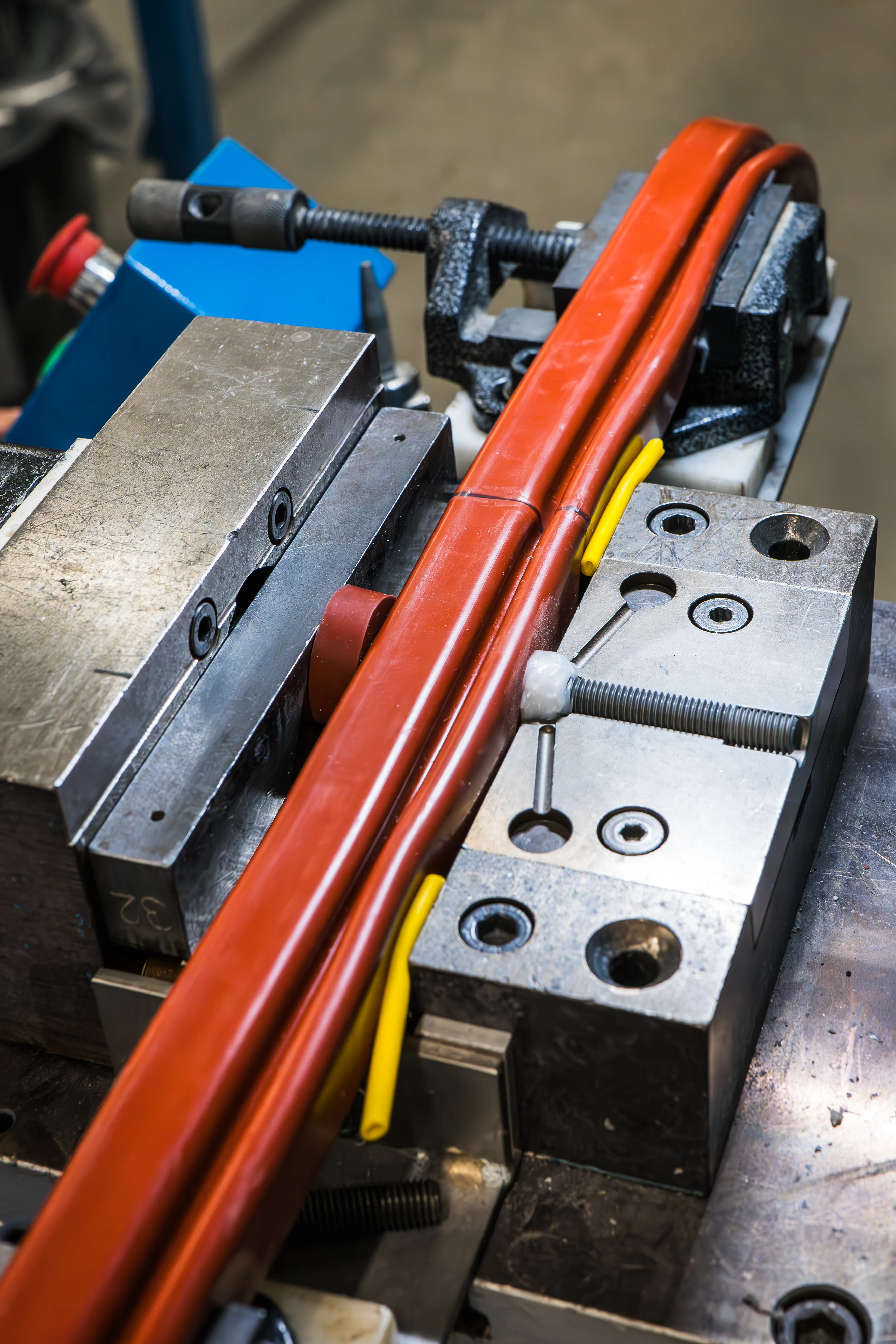
3. Extrusão: dar forma com precisão milimétrica
A extrusão funciona assim:
- O material é alimentado na extrusora
- Um parafuso sem-fim o comprime
- Atravessa uma matriz (die)
- Entra em um túnel de cura
- Resfria, estabiliza e é cortado
Mas o que realmente faz a diferença é o controle de fenômenos físicos como:
Inchamento na saída (Die swell)
Expansão do material ao sair da matriz (5–20% conforme dureza e formulação).
Retração (Shrinkage)
Contração durante a cura.
Deformação (Warping)
Torção por mistura irregular ou desequilíbrios térmicos.
A estabilidade dimensional depende de pressão, temperatura, geometria da matriz, composição, velocidade de linha e tempo de cura. Qualquer variação faz com que o perfil não atenda à ISO 3302-1.
4. Moldagem: geometrias impossíveis de extrudar
Quando a peça não é um perfil contínuo, recorre-se a:
- Injeção LSR
- Compressão
- Transferência
A injeção LSR segue sempre o mesmo ciclo:
- Mistura controlada A+B
- Injeção em molde fechado
- Reticulação por platina
- Resfriamento e desmoldagem
5. Vulcanização: o momento em que o silicone se torna silicone
O silicone sem vulcanizar não é um elastômero estável.
Existem dois mecanismos de cura:
Peróxido
Tipicamente 140–180°C, pode requerer pós-cura.
Platina
Limpo, estável e sem subprodutos; dominante em LSR e aplicações críticas.
6. Corte, emenda e acabamentos: transformar um perfil em uma junta funcional
Uma junta raramente sai em uma única peça. É cortada, emendada e vulcanizada em forma de moldura.
Processos habituais:
- Corte sob medida
- União a quente
- Emendas vulcanizadas em molde
- Adesivos alimentícios ou técnicos
- Lubrificação especializada
- Controle visual de defeitos
Em juntas infláveis ou aplicações ferroviárias, a montagem exige processos específicos, tolerâncias e validações geométricas.
7. O sistema de qualidade: quando a fábrica condiciona o produto
Aqui é onde a diferença entre um fabricante real e um distribuidor se torna abismal.
ISO 9001 – Gestão de qualidade industrial
Controle documental, calibração, processos padronizados.
ISO 13485 – Fabricação sob padrões médicos
Rastreabilidade completa, controle ambiental, validação de processos.
Sala limpa ISO 8
Controle particulado e microbiológico contínuo.
EN 45545-2
Requisitos rigorosos de comportamento ao fogo: oxigênio, fumaça e toxicidade.
Ensaios normativos
- ISO 3302-1 (tolerâncias dimensionais)
- ISO 48 (dureza)
- ISO 37 (tração)
- ISO 815 (compressão residual)
- ISO 1817 (resistência química)
O resultado: cada lote é controlado, registrado e validado com rastreabilidade equivalente aos setores de saúde.
Conclusão
A fabricação de silicone industrial é uma disciplina onde convergem química, processos, física de materiais e normas de alto nível. Cada junta, tubo ou perfil técnico é o resultado de uma cadeia de decisões controladas que determinam seu desempenho final.
Quando existe uma fábrica matriz certificada em ISO 9001, ISO 13485, com processos em sala limpa ISO 8 e formulações capazes de cumprir a EN 45545-2, o padrão de fabricação deixa de ser "industrial" e passa a ser "crítico".
É isso que permite que um simples perfil ou junta funcione com precisão durante anos em equipamentos médicos, trens, máquinas industriais ou sistemas de vedação avançados.
Precisa fabricar um perfil ou junta com validação técnica?
Nossa equipe projeta e produz perfis extrudados e juntas técnicas com controle integral de processo. Revisamos planos, propomos geometrias estáveis e validamos materiais para sua aplicação.
Contatar agora →