























Le silicone est l'un des élastomères les plus stables et polyvalents qui existent. Il résiste aux températures extrêmes, conserve son élasticité pendant des années et supporte des conditions chimiques qui dégradent d'autres matériaux. Mais derrière un joint technique, un tube ou un profilé extrudé se cache une ingénierie bien plus complexe qu'il n'y paraît.
Fabriquer du silicone n'est pas "mélanger un caoutchouc et lui donner une forme". C'est contrôler une chaîne complète de variables : formulation, mélange, calandrage, extrusion ou moulage, vulcanisation, refroidissement, découpe, assemblage et validation finale. Un écart minimal à n'importe quel point modifie la dureté, la tolérance, le vieillissement thermique ou même la durée de vie du produit.
Et lorsqu'il y a une entreprise mère certifiée ISO 9001 et ISO 13485 derrière, ce niveau de contrôle affecte toute l'usine, pas seulement le secteur médical. La qualité cesse d'être une exigence pour devenir une obligation structurelle.
Ci-dessous, nous vous expliquons, avec rigueur technique, comment se fabrique réellement une pièce de silicone industriel.
1. Formulation du composé : là où tout commence
Le silicone n'arrive pas prêt à être extrudé. D'abord, on formule un composé adapté à l'application.
Il existe deux familles principales :
Silicone solide HCR / HTV
Masse ferme qui se mélange sur des cylindres ou des malaxeurs. Idéal pour l'extrusion, la compression et le transfert.
Silicone liquide LSR
Système bicomposant à faible viscosité qui s'injecte dans des moules fermés et réticule au platine. C'est la référence pour les applications médicales, électroniques et de précision.
La structure chimique — chaîne silicium-oxygène — apporte une inertie chimique, une stabilité thermique et une élasticité à températures élevées. Mais un composé industriel n'est pas que du polymère : il comprend de la silice pyrogénée, des catalyseurs, des pigments, des agents de vulcanisation (peroxyde ou platine), des additifs thermiques, des charges fonctionnelles et des modificateurs de comportement.
2. Mélange et calandrage : l'homogénéité avant la forme
Pour le HCR, le composé passe par des cylindres de calandrage. C'est l'un des processus les plus critiques, bien que rarement expliqué publiquement.
Ici sont contrôlés :
- Plasticité
- Température de malaxage
- Élimination des microbulles
- Dispersion de la silice
- Préparation pour l'extrusion ou le moulage
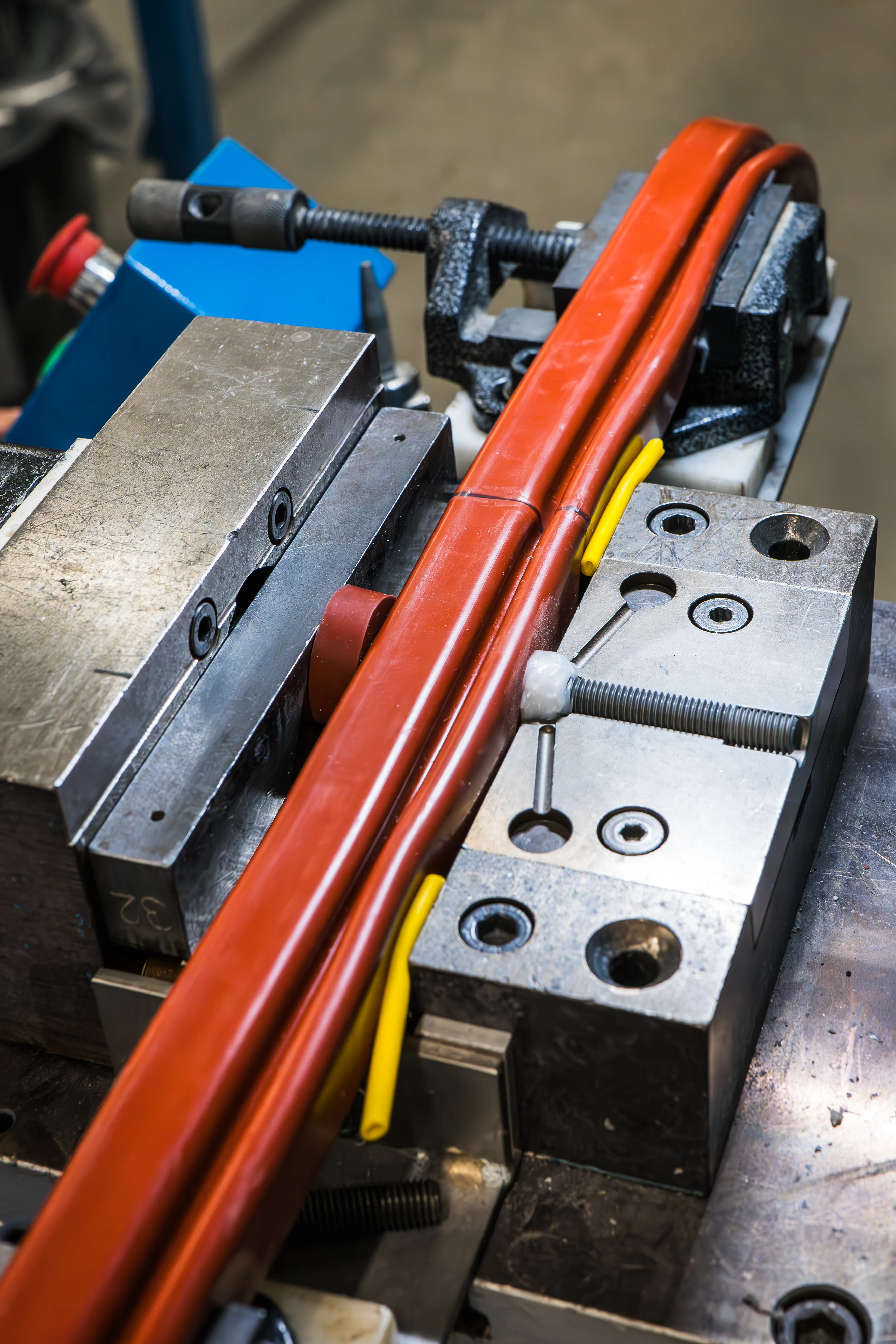
3. Extrusion : donner forme avec précision millimétrique
L'extrusion fonctionne ainsi :
- Le matériau est alimenté dans l'extrudeuse
- Une vis sans fin le comprime
- Il traverse une filière (die)
- Il entre dans un tunnel de cuisson
- Il refroidit, se stabilise et est coupé
Mais ce qui fait vraiment la différence, c'est le contrôle de phénomènes physiques comme :
Gonflement en sortie (Die swell)
Expansion du matériau à la sortie de la filière (5–20% selon la dureté et la formulation).
Retrait (Shrinkage)
Contraction pendant la cuisson.
Gauchissement (Warping)
Torsion due à un mélange irrégulier ou des déséquilibres thermiques.
La stabilité dimensionnelle dépend de la pression, de la température, de la géométrie de la filière, de la composition, de la vitesse de ligne et du temps de cuisson. Toute variation fait que le profilé ne respectera pas l'ISO 3302-1.
4. Moulage : géométries impossibles à extruder
Lorsque la pièce n'est pas un profilé continu, on recourt à :
- Injection LSR
- Compression
- Transfert
L'injection LSR suit toujours le même cycle :
- Mélange contrôlé A+B
- Injection dans moule fermé
- Réticulation au platine
- Refroidissement et démoulage
5. Vulcanisation : le moment où le silicone devient du silicone
Le silicone non vulcanisé n'est pas un élastomère stable.
Il existe deux mécanismes de cuisson :
Peroxyde
Généralement 140–180°C, peut nécessiter une post-cuisson.
Platine
Propre, stable et sans sous-produits ; dominant dans le LSR et les applications critiques.
6. Découpe, assemblage et finitions : transformer un profilé en joint fonctionnel
Un joint sort rarement en une seule pièce. Il est coupé, assemblé et vulcanisé en forme de cadre.
Processus courants :
- Découpe sur mesure
- Soudure à chaud
- Assemblages vulcanisés en moule
- Collages alimentaires ou techniques
- Lubrification spécialisée
- Contrôle visuel des défauts
Pour les joints gonflables ou les applications ferroviaires, le montage exige des processus spécifiques, des tolérances et des validations géométriques.
7. Le système qualité : quand l'usine conditionne le produit
C'est ici que la différence entre un véritable fabricant et un distributeur devient abyssale.
ISO 9001 – Gestion de la qualité industrielle
Contrôle documentaire, étalonnage, processus standardisés.
ISO 13485 – Fabrication selon les normes médicales
Traçabilité complète, contrôle environnemental, validation des processus.
Salle blanche ISO 8
Contrôle particulaire et microbiologique continu.
EN 45545-2
Exigences strictes de comportement au feu : oxygène, fumée et toxicité.
Essais normatifs
- ISO 3302-1 (tolérances dimensionnelles)
- ISO 48 (dureté)
- ISO 37 (traction)
- ISO 815 (déformation rémanente à la compression)
- ISO 1817 (résistance chimique)
Le résultat : chaque lot est contrôlé, enregistré et validé avec une traçabilité équivalente aux secteurs de la santé.
Conclusion
La fabrication de silicone industriel est une discipline où convergent chimie, procédés, physique des matériaux et normes de haut niveau. Chaque joint, tube ou profilé technique est le résultat d'une chaîne de décisions contrôlées qui déterminent sa performance finale.
Lorsqu'il y a une usine mère certifiée ISO 9001, ISO 13485, avec des processus en salle blanche ISO 8 et des formulations capables de respecter l'EN 45545-2, la norme de fabrication cesse d'être "industrielle" pour devenir "critique".
C'est ce qui permet qu'un simple profilé ou joint fonctionne avec précision pendant des années dans des équipements médicaux, des trains, des machines industrielles ou des systèmes d'étanchéité avancés.
Besoin de fabriquer un profilé ou joint avec validation technique ?
Notre équipe conçoit et produit des profilés extrudés et des joints techniques avec un contrôle intégral des processus. Nous examinons vos plans, proposons des géométries stables et validons les matériaux pour votre application.
Contacter maintenant →