











































A escolha entre silicone líquido (LSR) e silicone de alta consistência (HCR) condiciona a ferramenta, o custo por peça, a geometria alcançável e o comportamento em serviço. Decide-se no início do projeto e tem consequências durante toda a vida do programa. A seguir, os critérios técnicos que aplicamos ao orientar essa escolha.
Duas famílias, duas lógicas de transformação
LSR e HCR partilham a base de polidimetilsiloxano e, com ela, o comportamento em serviço: estabilidade térmica entre −60 e +200 °C, inércia química, resistência ao ozono e biocompatibilidade quando a formulação o permite. Divergem no estado físico da matéria-prima. A LSR chega em dois componentes líquidos que se bombeiam e doseiam; a HCR, como borracha de alta viscosidade em bloco ou banda que exige preparação mecânica antes do molde. Dessa diferença de reologia nascem duas cadeias de fabrico com ferramentas, automação e economias de escala próprias.
LSR: química, viscosidade e o processo LIM
O silicone líquido cura por adição com catálise por platina (hidrossililação). Base com grupos vinilo e reticulante com hidreto de silício misturam-se na proporção 1:1 através de um misturador estático antes da injeção. A reação não gera subprodutos voláteis, o que a torna idónea para contacto médico e alimentar.
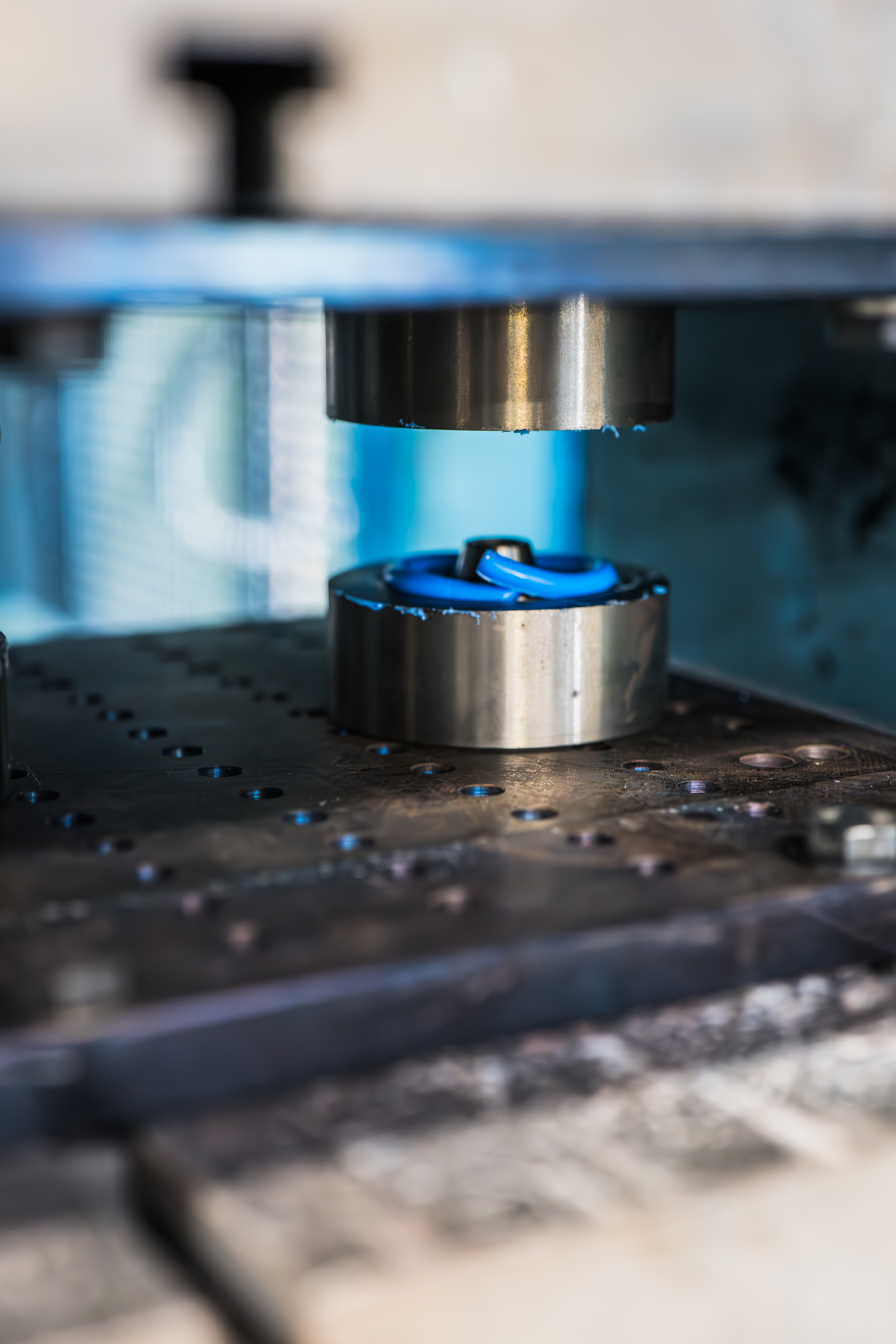
O processo de referência é a moldagem por injeção de silicone líquido (LIM). A matéria é doseada a partir de bidões por bombas, atravessa a unidade de mistura e é injetada em molde quente, onde a cura térmica se completa em segundos consoante a massa da peça. O canal frio (cold runner) mantém o material sem reticular até à cavidade e reduz o desperdício a quase zero.
Implicações de engenharia: automação completa do ciclo, que sustenta grande volume com custo unitário decrescente; alta repetibilidade e tolerâncias apertadas, pela baixa viscosidade que preenche paredes finas e microdetalhe; rebarba reduzida ou nula; e multicavidade para multiplicar a produção por ciclo. O contrapeso é a ferramenta: um molde LSR com canal frio é um investimento de precisão que se amortiza em grande série e é difícil de justificar em tiragens curtas.
 Capacidade Moldagem · compressão · LSR · HCR
Saiba mais →
Capacidade Moldagem · compressão · LSR · HCR
Saiba mais →
 Produto Peças moldadas por injeção LSR
Saiba mais →
Produto Peças moldadas por injeção LSR
Saiba mais →
HCR: silicone de alta consistência e as suas vias de transformação
A HCR (High Consistency Rubber) é uma borracha de silicone de alta viscosidade, sólida ao tato, em bloco ou banda. Antes de se transformar necessita de mastigação e, em muitos casos, de pré-formagem: amolece-se, incorpora-se catalisador e corante, e preparam-se as pré-formas que alimentam o processo. A catálise admite peróxido —clássico no industrial, deixa subprodutos que costumam exigir pós-cura em estufa— ou platina, que evita esses subprodutos e abre a HCR ao contacto sensível.
A sua versatilidade está no número de vias que admite: extrusão, a via natural de perfis e tubos; moldagem por compressão, com ferramenta simples e económica, eficiente em séries curtas e médias e em peças grandes; transferência; e injeção de borracha em prensa dedicada a partir de pré-formas, com menor automação que a LIM mas boas propriedades em peças robustas. A HCR cobre durezas amplas e atinge valores altos de rasgamento e tração em graus reforçados, o que a situa bem em peças grandes, espessuras grossas e geometrias de vários quilos.
 Produto Peças moldadas por compressão
Saiba mais →
Produto Peças moldadas por compressão
Saiba mais →
 Produto Peças moldadas por injeção HCR
Saiba mais →
Produto Peças moldadas por injeção HCR
Saiba mais →
Critérios de decisão para o engenheiro de projeto
O ponto onde as duas famílias se cruzam é a injeção. A LIM com LSR rende em alto volume de peças pequenas ou médias com tolerâncias apertadas; a injeção e a compressão de HCR, em peças de maior tamanho e massa e em séries onde o molde LSR não se amortiza. A extrusão fica fora da moldagem, mas convém recordá-la: perfis, tubos e cordões são território da HCR por definição.
A seleção ordena-se por uns poucos eixos:
- Volume de série. Grande tiragem com custo unitário crítico → LSR. Série curta, média ou peça unitária → compressão HCR, pela diferença de investimento em ferramenta.
- Tamanho e massa. Micro e peça pequena de precisão → LSR. Peça grande, grossa ou de vários quilos → moldagem de HCR.
- Geometria. Paredes finas e microdetalhe aproveitam a baixa viscosidade da LSR; geometrias robustas resolvem-se em HCR.
- Catálise e regulação. Médico e alimentar apontam para platina, disponível em LSR e em HCR de platina; o peróxido continua válido no industrial.
- Pós-cura. Se o projeto penaliza a passagem por estufa, a LSR oferece vantagem face à HCR de peróxido.
- Estrutura de custo. O equilíbrio final está entre investimento de ferramenta e preço por peça: ferramenta alta e peça barata em grande série (LSR) face a ferramenta baixa e peça com mais custo unitário em série curta (compressão HCR).
Nenhum eixo decide por si só. O trabalho do gabinete técnico está em ponderá-los face ao caderno de encargos: quantidade anual, vida do programa, criticidade e restrições de certificação.
Sobremoldagem, bimaterial e dupla dureza
Na sobremoldagem sobre inserto metálico ou termoplástico, a LSR traz uma vantagem difícil de igualar. Os graus autoadesivos formam ligação química permanente com o substrato durante a cura, sem adesivos nem operações secundárias, com uma união estanque e resistente idónea para conectores, vedantes integrados e componentes que combinam rigidez e elasticidade. O bimaterial plástico-silicone injeta termoplástico e LSR num mesmo ciclo ou em ciclos encadeados; a dupla dureza combina duas durezas numa peça para resolver requisitos mecânicos opostos por zonas. Estas capacidades concentram-se na injeção líquida e nas prensas bimaterial, e orientam para LSR qualquer projeto de sobremoldagem de precisão.
Catálise, certificação e ambiente controlado
A catálise por platina, sem subprodutos de reação, é a base dos graus biocompatíveis segundo ISO 10993 e USP Class VI e das formulações de contacto alimentar conformes à FDA 21 CFR e ao Regulamento (CE) 1935/2004. Estes graus existem tanto em LSR como em HCR de platina, de modo que a certificação não obriga por si só a escolher família: fazem-no a geometria, o volume e o processo. O fabrico de dispositivos médicos classificados realiza-se em sala limpa ISO 8 sob ISO 13485 e boas práticas de fabrico, com controlo de mistura, temperatura e dosagem e rastreabilidade completa de lote.
A capacidade industrial combina dois locais complementares. A oficina de moldagem opera com oito prensas de injeção e mais de dez milhões de peças transformadas, com oficinas separadas para silicone líquido e para borracha e rebarbagem manual ou por criogenia. A sala limpa ISO 8 de 550 m² transforma 35 toneladas de silicone por ano com doze operadores qualificados e integra linhas de extrusão e injeção de LSR e de borracha. A incorporação da Top Tech Silicones em Itália acrescenta seis prensas dedicadas à injeção LSR e uma prensa bimaterial plástico-silicone, também sob ISO 9001 e ISO 13485 e sala limpa ISO 8.
Tabela de seleção rápida
| Critério | Favorece LSR (injeção líquida) | Favorece HCR (compressão / injeção de borracha) |
|---|---|---|
| Volume de série | Grande tiragem, custo unitário crítico | Série curta a média, peça unitária |
| Tamanho e massa | Micro e peça pequena de precisão | Peça grande, grossa, até vários quilos |
| Geometria | Complexa, paredes finas, microdetalhe | Robusta, detalhe moderado |
| Tolerância / repetibilidade | Máxima, dispersão baixa | Alta, consoante o processo |
| Catálise habitual | Platina | Platina ou peróxido |
| Pós-cura | Breve ou não requerida em muitos graus | Frequente em peróxido |
| Sobremoldagem / bimaterial | Autoadesão, bimaterial plástico-silicone | Possível, sem a finura da LIM |
| Investimento de ferramenta | Alto, amortizável em série | Baixo em compressão |
| Perfis e tubos | Não aplica | Território natural (extrusão) |
Como abordamos a escolha consigo
A seleção de material e processo decide-se no gabinete técnico em conjunto com o responsável de projeto, a partir do caderno de encargos: quantidade anual, vida do programa, geometria, criticidade e requisitos de certificação. Dispor das duas famílias sob controlo —extrusão, compressão, injeção de borracha e injeção LSR, com sobremoldagem e bimaterial— permite recomendar a via adequada à peça em vez de adaptar a peça ao único processo disponível. O percurso vai do estudo e orçamentação ao molde à medida, aos ajustes e à validação de amostra inicial, e ao arranque de série, com rastreabilidade íntegra de material e ferramenta em cada lote.
O seu projeto hesita entre LSR e HCR?
Se tem um projeto em definição, analisamos o caso e propomos a via que melhor equilibra custo, precisão e certificação.
Contacte connosco →
