











































The choice between liquid silicone rubber (LSR) and high consistency rubber (HCR) shapes the tooling, the cost per part, the geometry you can achieve and the in-service behaviour. It is settled at the start of the project and carries consequences throughout the life of the programme. Below are the technical criteria we apply when guiding that choice.
Two families, two transformation logics
LSR and HCR share the same polydimethylsiloxane backbone and, with it, the in-service behaviour: thermal stability between −60 and +200 °C, chemical inertness, ozone resistance and biocompatibility where the formulation allows. They differ in the physical state of the raw material. LSR comes as two liquid components that are pumped and metered; HCR comes as a high-viscosity gum, in block or strip form, that requires mechanical preparation before moulding. From that difference in rheology arise two manufacturing chains with their own tooling, automation and economies of scale.
LSR: chemistry, viscosity and the LIM process
Liquid silicone cures by addition with platinum catalysis (hydrosilylation). A vinyl-bearing base and a silicon-hydride crosslinker are mixed in a 1:1 ratio through a static mixer before injection. The reaction releases no volatile by-products, which makes it ideal for medical and food contact.
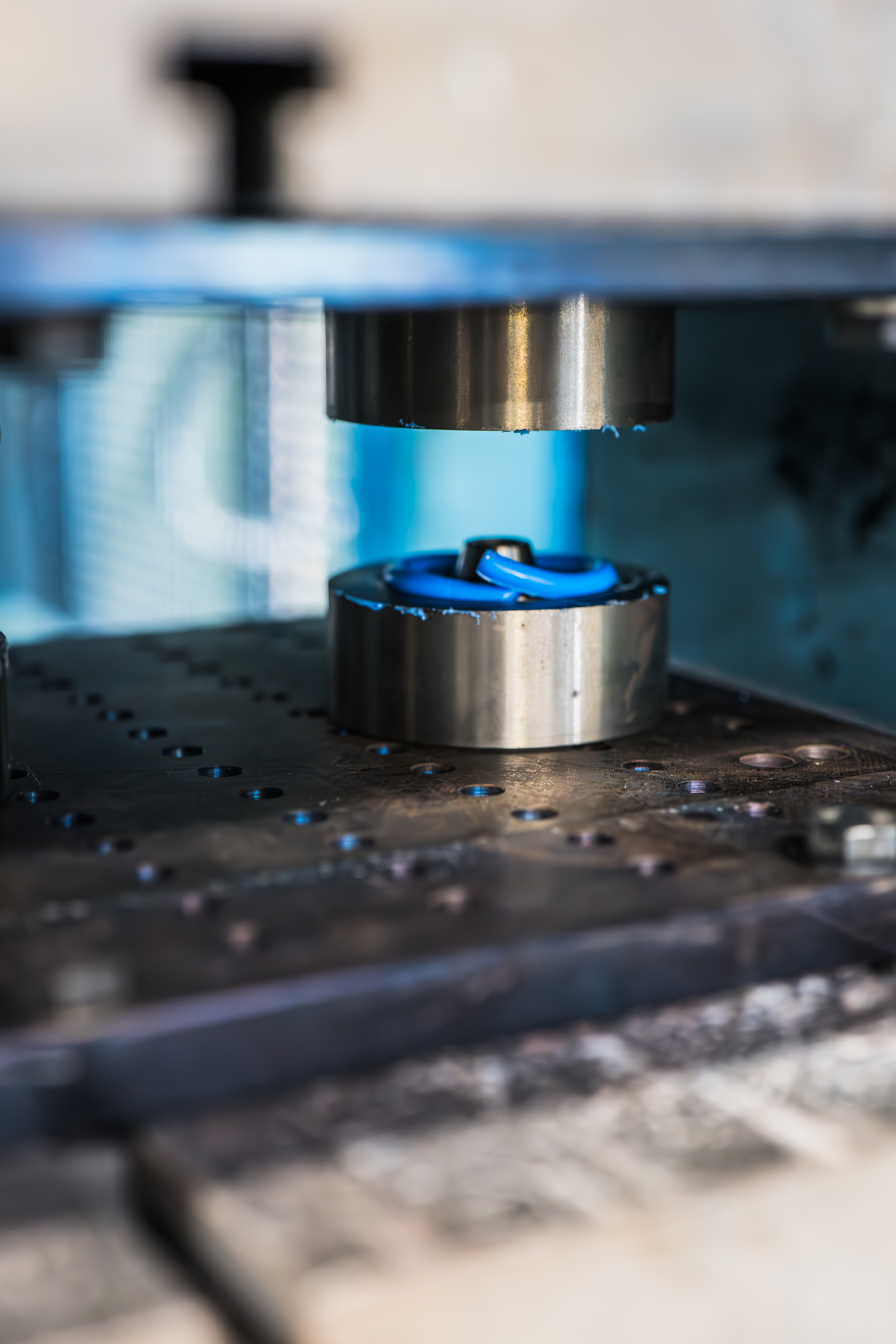
The reference process is liquid injection moulding (LIM). The material is metered from drums by pumps, passes through the mixing unit and is injected into a hot mould, where thermal curing completes in seconds depending on the mass of the part. The cold runner keeps the material uncured up to the cavity and reduces waste to almost zero.
Engineering implications: full cycle automation, which sustains high volume with a decreasing unit cost; high repeatability and tight tolerances, thanks to the low viscosity that fills thin walls and microdetail; reduced or no flash; and multi-cavity tooling to multiply output per cycle. The counterweight is the tooling: an LSR mould with a cold runner is a precision investment that pays off in large series and is hard to justify on short runs.
 Capability Moulding · compression · LSR · HCR
Learn more →
Capability Moulding · compression · LSR · HCR
Learn more →
 Product LSR injection moulded parts
Learn more →
Product LSR injection moulded parts
Learn more →
HCR: high consistency rubber and its transformation routes
HCR (High Consistency Rubber) is a high-viscosity silicone gum, solid to the touch, in block or strip form. Before processing it requires mastication and, in many cases, preforming: it is softened, catalyst and colour are added, and the preforms that feed the process are prepared. Catalysis can be peroxide —classic in industrial use, leaving by-products that usually require oven post-curing— or platinum, which avoids those by-products and opens HCR up to sensitive contact.
Its versatility lies in the number of routes it allows: extrusion, the natural path for profiles and tubing; compression moulding, with simple, low-cost tooling, efficient on short and medium runs and on large parts; transfer moulding; and rubber injection in a dedicated press from preforms, with less automation than LIM but good properties on robust parts. HCR covers a wide hardness range and reaches high tear and tensile values in reinforced grades, which places it well for large parts, thick sections and geometries weighing several kilos.

Decision criteria for the project engineer
The point where the two families meet is injection. LIM with LSR performs in high volumes of small or medium parts with tight tolerances; HCR injection and compression, on larger and heavier parts and on series where the LSR mould does not pay off. Extrusion lies outside moulding, but it is worth recalling: profiles, tubing and cords are HCR territory by definition.
The selection is ordered along a few axes:
- Series volume. Large runs with a critical unit cost → LSR. Short, medium runs or one-off parts → HCR compression, because of the difference in tooling investment.
- Size and mass. Micro and small precision parts → LSR. Large, thick parts or several kilos → HCR moulding.
- Geometry. Thin walls and microdetail exploit the low viscosity of LSR; robust geometries are solved in HCR.
- Catalysis and regulation. Medical and food applications point to platinum, available in LSR and in platinum HCR; peroxide remains valid in industrial use.
- Post-curing. If the project penalises the oven step, LSR offers an advantage over peroxide HCR.
- Cost structure. The final balance lies between tooling investment and price per part: high tooling and cheap part in large series (LSR) versus low tooling and a higher unit cost per part in short runs (HCR compression).
No single axis decides on its own. The work of the engineering office lies in weighing them against the brief: annual quantity, programme life, criticality and certification constraints.
Overmoulding, two-shot and dual hardness
In overmoulding onto a metal or thermoplastic insert, LSR brings an advantage that is hard to match. Self-adhesive grades form a permanent chemical bond with the substrate during curing, without adhesives or secondary operations, with a tight, durable joint ideal for connectors, integrated seals and components that combine rigidity and elasticity. Plastic-silicone two-shot injects thermoplastic and LSR in a single cycle or in linked cycles; dual hardness combines two hardnesses in one part to resolve opposing mechanical requirements by zone. These capabilities are concentrated in liquid injection and in two-shot presses, and steer any precision overmoulding project towards LSR.
Catalysis, certification and controlled environment
Platinum catalysis, with no reaction by-products, is the basis of biocompatible grades to ISO 10993 and USP Class VI and of food-contact formulations compliant with FDA 21 CFR and Regulation (EC) 1935/2004. These grades exist in both LSR and platinum HCR, so certification alone does not force a family choice: geometry, volume and process do. The manufacture of classified medical devices takes place in an ISO 8 cleanroom under ISO 13485 and good manufacturing practice, with control of mixing, temperature and metering and full batch traceability.
Industrial capacity combines two complementary sites. The moulding workshop runs eight injection presses and more than ten million parts processed, with separate workshops for liquid silicone and for rubber and manual or cryogenic deflashing. The 550 m² ISO 8 cleanroom processes 35 tonnes of silicone a year with twelve qualified operators and integrates extrusion and injection lines for LSR and rubber. The addition of Top Tech Silicones in Italy brings six presses dedicated to LSR injection and one plastic-silicone two-shot press, also under ISO 9001 and ISO 13485 and an ISO 8 cleanroom.
Quick selection table
| Criterion | Favours LSR (liquid injection) | Favours HCR (compression / rubber injection) |
|---|---|---|
| Series volume | Large run, critical unit cost | Short to medium run, one-off part |
| Size and mass | Micro and small precision parts | Large, thick part, up to several kilos |
| Geometry | Complex, thin walls, microdetail | Robust, moderate detail |
| Tolerance / repeatability | Maximum, low scatter | High, depending on process |
| Usual catalysis | Platinum | Platinum or peroxide |
| Post-curing | Brief or not required in many grades | Frequent with peroxide |
| Overmoulding / two-shot | Self-adhesion, plastic-silicone two-shot | Possible, without the fineness of LIM |
| Tooling investment | High, amortised over the series | Low in compression |
| Profiles and tubing | Not applicable | Natural territory (extrusion) |
How we approach the choice with you
Material and process selection is decided in the engineering office together with the project manager, from the brief: annual quantity, programme life, geometry, criticality and certification requirements. Having both families under control —extrusion, compression, rubber injection and LSR injection, with overmoulding and two-shot— lets us recommend the route suited to the part instead of adapting the part to the only available process. The path runs from study and quotation to the bespoke mould, the adjustments and initial-sample validation, and the move into series, with full traceability of material and tooling in every batch.
Is your project caught between LSR and HCR?
If you have a project still being defined, we analyse the case and propose the route that best balances cost, precision and certification.
Contact us →
