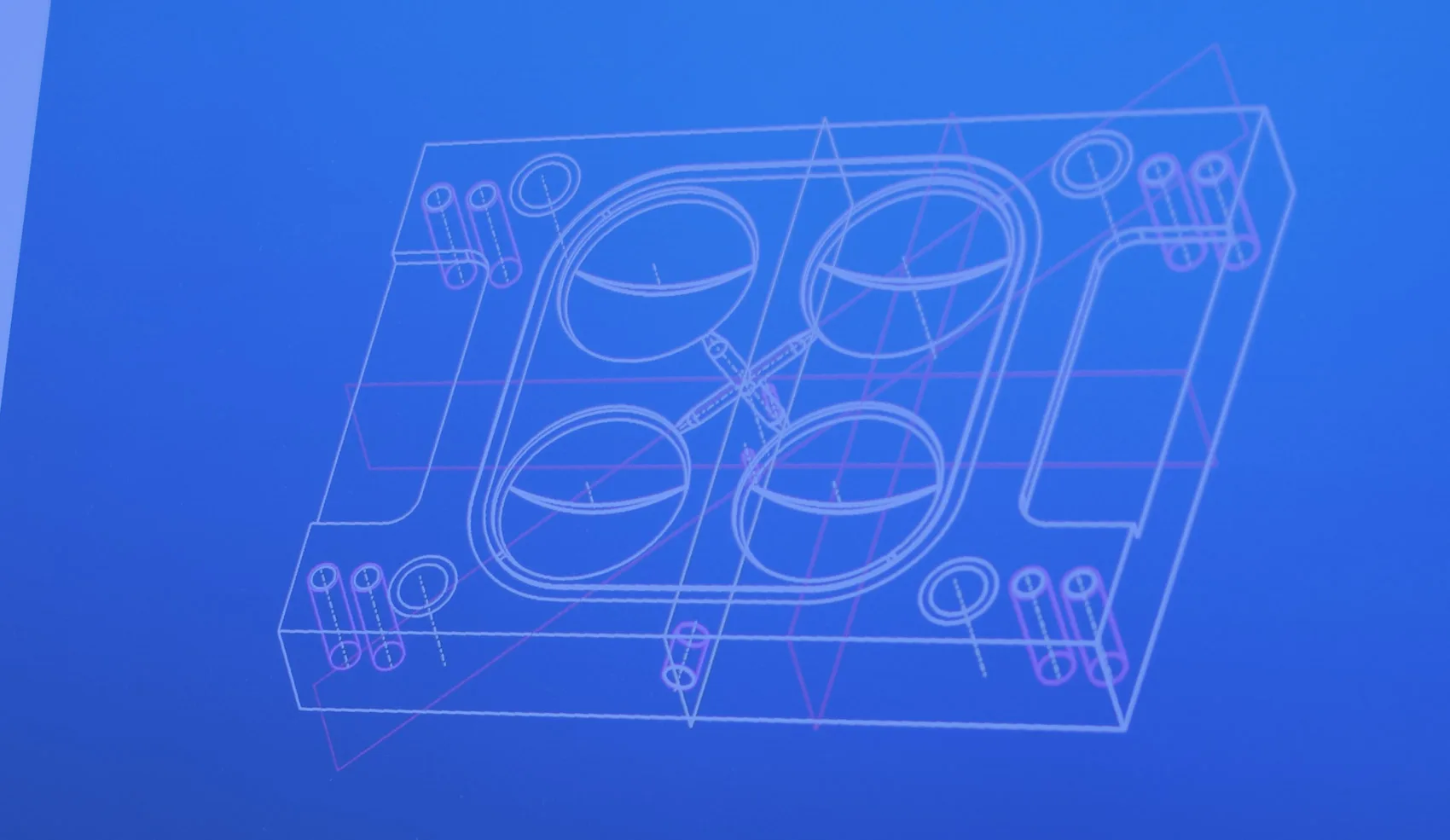
Conception CAO du produit
La pièce du client est modélisée en 3D et reconçue selon les contraintes de fabrication : angles de démoulage, retrait thermique attendu, rayons minimaux, lignes de joint. Ce que le client apporte devient ce que la ligne peut exécuter.